Chapter 7: The Gaseous Diffusion Process
By late 1942, atomic project leaders had authorized development of four technically and theoretically different processes – the electromagnetic, gaseous and liquid thermal diffusion, and gas centrifuge – as potential methods for producing sufficient U-235 of a quality to be militarily useful in World War II. Work on these processes had been in progress for about two years, long enough to make apparent the relative advantages and disadvantages of each.
Because no single method appeared capable by itself of producing the badly needed U-235, Manhattan leaders conceived the possibility of employing two or more of the processes in combination. They readily endorsed the electromagnetic as one of the methods; unlike the other three, it could begin producing adequately enriched U-235 from an only partially completed plant. Selection of the other process for full-scale development in tandem with the electromagnetic came in early December. The Lewis reviewing committee gave the gaseous diffusion process a solid endorsement, recommending construction of a 4,600-stage plant capable of producing 90 percent U-235 in substantial quantities. Meeting on the tenth, the Military Policy Committee then approved this recommendation, basing its decision upon the conclusion that even though project scientists had yet to satisfactorily design the key components for a gaseous diffusion plant, the process was, nevertheless, more likely to produce a sufficient quantity of fissionable material suitable for an atomic weapon than either the liquid thermal diffusion or centrifuge processes.1
Gaseous Diffusion Research and the Army, 1942–1943
Research and development on the diffusion process, which had started in 1940, centered at Columbia University
under the direction of two members of the faculty, Harold C. Urey, an eminent physical chemist and Nobel Prize winner (1934), and John R. Dunning, a young physicist. Supported since 1941 by funds from the Navy and an OSRD contract, diffusion research by December 1942 had made substantial progress toward development of a large-scale expansion of the process. On the basis of a theory provided by Karl P. Cohen, a young mathematician on the Columbia staff, the Columbia research group had built Pilot Plant No. 1, a small twelve-stage apparatus, in the university’s Pupin Hall. And operation of this unit in the fall of 1942 had furnished valuable data on the major elements of a diffusion plant, most significantly, the material for the barrier component that filtered the process gas in each separating stage.2
When the Army began taking over direction of the atomic bomb project in the summer of 1942, the Columbia diffusion research program continued to operate under OSRD contracts. Beginning in the fall, the Manhattan District gradually extended its control over administration of the program, culminating with Columbia’s acceptance of a War Department contract on 1 May 1943. Shortly thereafter university and District representatives reorganized the diffusion research program, redesignating it as the SAM (for Special Alloyed Materials) Laboratories and appointing Urey as director. (See Map 2.) Maj. Benjamin K. Hough, Jr., who had come to Columbia in the spring as area engineer for the program, reorganized his office to conform to the SAM organization and moved with most of the rapidly expanding research activities from campus laboratories to more spacious facilities in the university’s Nash Building, a few blocks north of the campus.3
Design and Engineering
The Military Policy Committee, after deciding to give priority to full-scale development of the gaseous diffusion process, selected the M. W. Kellogg Company to design and engineer the production plant, designated K-25 for security reasons. The choice was a logical one, for the firm was already extensively involved in diffusion research under OSRD contracts, including design of a ten-stage pilot plant for barrier development. On 14 December 1942, Kellogg accepted a letter contract from the Manhattan District, with some unusual provisions that reflected the unique character of the project. The Army required no guarantees from the firm that it could successfully design, build and put into operation a gaseous diffusion production plant. For reasons of security, the company agreed to set up a separate corporate entity, the Kellex Corporation, to function as a self-sustaining and autonomous organization for carrying out the project. Because of the great uncertainty regarding the precise
scope and cost of the project, the District and Kellogg also agreed to defer fixing any financial terms until later execution of a formal fixed-fee contract. (This was not actually accomplished until April 1944, when Kellogg accepted payment of about $2.5 million for its work.)4
Kellogg provided the Kellex Corporation with its own research, engineering, expediting, accounting, and service divisions. It designated one of its own vice presidents, Percival C. Keith, a Texas-born chemical engineer and graduate of Massachusetts Institute of Technology, to be executive in charge at Kellex. Keith, who had already gained considerable familiarity with the atomic bomb project through his service on the OSRD S-1 Section’s planning board, not only drew upon managerial and technical employees of Kellogg but also borrowed personnel from other firms in order to staff Kellex. Kellex employees – some thirty-seven hundred at the height of the firm’s activities in 1944 – worked in the New York area at Kellex’s headquarters in the downtown Manhattan Woolworth Building, at Columbia University’s laboratory facilities in the Nash Building, and at Kellogg’s Jersey City plant; and in Tennessee at the Clinton Engineer Works.5
To oversee the work of Kellex, as well as to handle the administrative details relating to the large number of Special Engineer Detachment personnel assigned to the firm (nearly one hundred by mid-1944), the district engineer in January 1943 established the New York Area Engineers Office in the conveniently located Woolworth Building and assigned Lt. Col. James C. Stowers not only as the new area engineer but also as the unit chief for the entire K-25 project. At the start Stowers supervised a military and civilian staff of less than twenty; it remained small, never numbering more than seventy. While monitoring performance on the Kellogg contract, this New York staff also coordinated the unusually complex developmental diffusion research of numerous contractors – including Princeton University working on barrier corrosion; Ohio State University on chemical compounds as feed materials and process gas; and Union Carbide’s Carbide and Carbon Chemicals Corporation, Linde Air Products Company, and Bakelite Corporation, Western Electric’s Bell Telephone Laboratories, and Interchemical Corporation, all on suitable barrier fabrication.6
Theoretical and Practical Problems
The complexities and difficulties in gaseous diffusion plant design arose from the nature of the process itself, which required a stable compound of uranium that would exist as a fluid at ordinary temperatures, and also from the almost total lack of any adequate data on what would happen when the process was transformed from a laboratory phenomenon into a mass production operation.7 In 1941, Karl P. Cohen had worked out the fundamental theory of the gaseous diffusion process by applying the well-established Graham’s Law to the only known gaseous compound of uranium, the highly corrosive uranium hexafluoride. Briefly stated, Graham’s Law holds that if a mixture of two gases of unequal densities is placed in a porous container surrounded by an evacuated space, the lighter gas will tend to escape at a more rapid rate than the heavier. If the process can be controlled, separation can be carried forward by stages until an almost pure concentration of the lighter component is achieved. How much more of the lighter than the heavier component passes through a single stage depends upon the density of the gases and the difference in their molecular weights. In the case of uranium hexafluoride, the difference is very small indeed, the lighter U-235 constituting only 0.85 percent. Hence, the highest enrichment of the lighter isotope in a single stage is 1.0043 times that of the heavier.
In practice, the degree of single-stage separation actually attainable is affected by the size, number, and distribution of the apertures, or pores, in the barrier through which the process gas passes and the variations in the pressure of the gas itself. After investigating whether these limiting factors could be overcome sufficiently to make possible construction of an efficient plant in terms of time and output, Cohen proposed building a plant of forty-six hundred stages to produce 90 percent U-235. This plant would operate as a single cascade, with each stage feeding enriched material to the next higher stage and depleted material to the stage below. Operating at a relatively high pressure, the plant would have a low holdup of material in the barrier, thus reducing the equilibrium time – that is, the time required to complete the process.
The single cascade design contrasted with the diffusion plant design on which British atomic scientists had been working since 1940. Their proposed plant would employ a cascade-of-cascades arrangement with low pressure and high holdup. Such a plant had certain advantages over the American design; its lower-operating pressure and temperature made the solution to the barrier problem easier and reduced the corrosive effect of the process gas. The British scientists also claimed their cascade-of-cascades plant would have greater operating stability and present fewer maintenance problems, but American engineers rejected the design because its high holdup would increase the equilibrium time substantially.
With the results of Cohen’s studies and the British experiments at hand, SAM scientists and Kellex engineers worked as a team to design the basic gaseous diffusion production unit. This unit, designated the stage, had three main elements: a converter, control valve, and centrifugal pumps. The converter consisted of a barrier, its most central feature, and a cooler. The highly porous metallic barrier, initially comprised of flat plates but in final design made up of annular bundles of small tubes arranged and supported in much the same fashion as the conventional shell-and-tube heat exchanger long employed in steam-powered engines, filtered the process gas to separate uranium isotopes; the cooler, a circular bundle of finned copper tubes in the head of the converter, removed the process-generated heat and controlled the stage temperature. The system’s control valve, an adaptation of the conventional butterfly valve, maintained the re- quired stage pressure, and its centrifugal pumps, consisting of a booster and blower, transported and fed the process gas from one stage to another.
The Columbia-Kellex designers considered combining the stage’s converter, control valve, and pumps in a completely sealed unit. This design offered certain advantages, especially with respect to maintaining a vacuum and preventing leaks. The unit, however, would be bulky and its components difficult to service. And, more importantly, its fabrication would require more time than separate fabrication of its component parts. To overcome these disadvantages, the designers modified their original diffusion stage concept. Final equipment designs called for the control valve and the pumps and its motors to be outside the converter. Although Carbide and Carbon engineers had suggested that the cooler be removed from the converter and manufactured as a separate unit, the Columbia-Kellex team rejected this proposal, feeling that such a change would slow down delivery of the converters.
This modified stage design, nevertheless, forced the Columbia-Kellex designers to contend with another mechanical problem – how to prevent leakage. After extensive testing they proposed that both pumps and motors be encased in a vacuum-tight enclosure containing inert gas, thereby eliminating the primary obstacle in centrifugal pump design: the need for seals. The Westinghouse Electric and Manufacturing Company built several models of this design, which Columbia scientists later successfully employed in laboratory tests. But before
Columbia could develop a production model, researchers at the Elliott Company in Pennsylvania had invented a radically different type of seal for centrifugal pumps. When tested at Columbia in early 1943, the designers determined that this new type of seal met all the requirements for the K-25 plant.
Some of the most difficult design problems arose from the necessity of using the highly corrosive uranium hexafluoride as the process gas. Because earlier efforts by the OSRD to find a substitute for uranium hexafluoride had failed, the Army expanded research by SAM, Princeton, and Du Pont scientists in an effort to devise ways to cope with the corrosive character of the gas. These investigations established that the adverse effects of corrosion could be inhibited through preinstallation conditioning of the process equipment and contributed to the design of treatment methods.
The Barrier Problem
The heart of the gaseous diffusion system was the barrier, the component that proved most difficult to design and fabricate.8 Two objectives guided barrier research and development at Columbia University, as well as at Kellex: find a material that would efficiently separate U-235 and U-238 in a hexafluoride compound, and develop mass production methods for making the material into barriers. Ongoing tests soon revealed that this material had to have certain essential characteristics, namely, be highly porous; resistant to the reactive nature of uranium hexafluoride; capable of withstanding the stresses of fabrication, installation, and utilization; and suitable for mass production.
Columbia research had experimented with a great variety of metals and alloys over a two-year period (1941–42), testing many of them in Pilot Plant No. 1, but with repeated disappointment. Finally, in December 1942, the experiments of researchers Edward Norris and Edward Adler with a form of corrosion-resistant nickel revealed the material’s highly promising characteristics for satisfying the exacting and rigorous barrier requirements. To manufacture the Norris-Adler barrier material in a continuous process, as well as to test other equipment under conditions approaching those anticipated in a large-scale diffusion plant, the research team at Columbia in January 1943 started building Pilot Plant No. 2, a six-stage cascade unit, in the
Nash Building. In early summer, this pilot plant began producing the Norris-Adler barrier material. Initial tests, however, revealed distressing structural weaknesses and production deficiencies; the nickel material’s brittleness made fabrication into tubes difficult and the complex character of the manufacturing techniques created problems in achieving uniform quality of production.
Manhattan leaders, nevertheless, continued to be confident that the barrier problem would be solved satisfactorily. They intensified barrier research and testing efforts of the Columbia team, as well as those of the Kellex-Bell-Bakelite barrier research group experimenting with a powdered nickel barrier. The progress and results of these ongoing barrier-development experiments were reviewed and discussed in August, when the Military Policy Committee convened on the thirteenth. With cautious optimism, the committee concluded that a suitable – if not ideal – barrier would soon be designed and fabricated. an improved version of either the Norris-Adler or Kellex barrier. But ensuing results from months of testing dashed the Columbia scientists’ hopeful expectations of producing good-quality barrier material; their Norris-Adler prototype, though much improved, was still too brittle and lacking in uniform quality. The Kellex-Bell-Bakelite team’s experiments, however, particularly those with a material that combined some of the best features of the Norris-Adler and the powdered nickel barriers, demonstrated that its new barrier achieved good separation characteristics and presented fewer fabrication problems.
In early November, Groves endeavored to reach a workable solution as to the direction barrier development should proceed. After listening to arguments from Urey and the Columbia scientists in support of the latest barrier they had devised and to Keith and the Kellex group concerning the advantages of their improved powdered nickel barrier, Groves decided that the most feasible policy was to continue work on both types, the Kellex barrier providing insurance against the possible failure of the Columbia barrier. Predictably, this compromise was unpopular with both sides. Urey, in particular, who from the start had resented the diversion of effort from his own project to the Kellex group to accelerate barrier development, saw it as further indication of Groves’ intention to exclude Columbia from all useful work on the atomic project, and he reminded the Manhattan commander that he had already transferred both the pile experiments and the heavy water research from Morningside Heights to Chicago.
Contributing to Urey’s harsh judgment of the intent of Groves’ action was his awareness of the discouragement felt by many of those working on the barrier problem. In fact, by the end of 1943, morale had plummeted to a very low point. Not the least of the factors causing this prevailing pessimism was adverse criticism of the Columbia-Kellex plant design by some members of the British delegation of scientists assigned to the atomic project. The British expressed decided preference for the cascade-of-cascades design of their own plant, arguing that the single cascade
design of the American plant would not eliminate the “surges” – sudden, sharp variations in gas pressure – that might well make the Tennessee plant inoperable. While also stating a preference for Kellex’s improved powdered nickel barrier over Columbia’s, the British considered even the Kellex barrier to be far from perfected. Finally, too, the visiting scientists indicated great skepticism that Kellex would have the production plant in operation by the projected date, 1 July 1945. Groves sharply disagreed with the British on this last point, holding that, if Kellex was reasonably certain the plant would be operating by that date, it probably would be in production even sooner.
Keith and his Kellex colleagues particularly resented the visit of the British scientists. In January 1944, the Kellex chief asserted that the British had set progress back a month because of time spent answering questions and assisting them in making studies, many duplicating studies made by his own engineers months earlier. At the same time, he complained to the New York area engineer that Groves appeared to be avoiding a decision on the barrier question and also seemed to be trying to push back the plant completion date. Colonel Stowers wrote hurriedly to General Groves, expressing anxiety at the alarming decline of enthusiasm he noted in the normally ebullient and confident Kellex chief.
But much of the gloom prevailing at Kellex and Columbia was dispelled by developments in the early months of 1944. On 16 January, Groves met with representatives of Kellex, Carbide and Carbon, SAM Laboratories, and the Houdaille-Hershey Corporation to discuss progress on the barrier. The group convened at Decatur, Illinois, where Houdaille-Hershey was building a new plant for the manufacture of barriers of the Norris-Adler type. At the conclusion of the meeting Groves announced that the Decatur plant would be converted immediately so that it could produce Kellex’s improved powdered nickel barrier, because it was considerably easier to fabricate and manufacture than the Norris-Adler. Fortunately, a lot of precious production time was not lost during the conversion process. Most of the equipment and many of the procedures for producing the Norris-Adler barrier were readily adapted for producing the Kellex type.
An important factor in Groves’ decision to go ahead with mass production of the Kellex barrier was his knowledge of the International Nickel Company’s successful production of a high-quality powdered nickel, thus providing a ready source of the type of nickel out of which the Kellex barrier could be best fabricated. In what proved to be a most fortuitous move, the Manhattan commander had directed Colonel Nichols in the spring of 1943 to have the company build facilities for the manufacture of barrier material. And because of this early start, company technicians by early 1944 had developed a process for producing powdered nickel of a type and quality especially suitable for fabricating the Kellex barrier. In fact, by April, the firm had accumulated in its storage facility some 80 tons, more than enough for immediate shipment to the diffusion pilot plants in New York.
Meanwhile, barrier developments at Columbia also provided more reason for optimism. Pilot Plant No. 2 had begun turning out sizable amounts of a good-quality Norris-Adler barrier. Thus, before receipt of the District’s orders in April to convert No. 2 to manufacture Kellex’s improved powdered nickel barrier, Columbia scientists had the satisfaction of being the first to achieve quantity production of their material.
Pilot plant testing and production of barrier materials continued apace into the summer of 1944. While providing the first opportunity to ascertain the separation qualities of the Kellex barrier under conditions simulating large-scale plant operations, these pilot plant tests demonstrated the need for more improvements. But, at this juncture, with the continuing lack of barrier components threatening to hold up further progress in design and construction of the main diffusion plant at the Clinton site, Manhattan Project leaders knew the time for experimentation was at an end. They now felt the urgency of directing all of their efforts to expediting Houdaille-Hershey’s mass production of the less than ideal Kellex barrier in sufficient quantity to equip each of the thousands of stages of the Tennessee plant.
Plant Design
In the early stages of planning, everyone had assumed that the objective was to design and build a gaseous diffusion plant capable of producing a 90-percent-enriched product. But data that became available to the design teams from ongoing research and pilot plant studies indicated that considerable time in design and engineering would be saved if the cascade equipment were limited to that producing a product of lower enrichment. Theoretically, a cascade constructed with tubular barriers would be efficient up to the point of a 36.6-percent concentration; for higher product enrichment, quite differently designed barriers would be necessary. Furthermore, the plant designers soon discovered that, because of the greater capacities required, the centrifugal pumps under development for the lower stages could not be used above the 36.6-percent level. In other respects, too – for instance, increased likelihood of critical product accumulation – the design of the upper stages presented special problems.
General Groves, as early as February 1943, cited an alternative solution that would save much time and seemed certain to work: Why not take the output from the lower stages of the gaseous diffusion plant and feed them into the Beta phase of the electromagnetic plant? By mid-year, electromagnetic plant construction was going so well that this solution seemed all the more feasible. Groves therefore asked Kellex to submit estimated completion dates for 5-, 15-, 36.6-, and 90-percent plants. On the basis of these estimates, he then instructed Keith and the Kellex design teams to draw up plans for a 36.6-percent plant. Meanwhile, research on the upper stages continued on a reduced scale.
As a consequence, by late 1943, project design was making substantial progress in most directions. The knottier aspects of pump design and
procurement appeared to be solved; soon, the Allis-Chalmers Manufacturing Company and several smaller firms would be able to satisfy all of the District’s requests for pumps in whatever quantities needed. Also, the pump seal problem appeared to be well on the way to solution.9
Although lack of a really suitable barrier had prevented development of adequate equipment for testing the diffusion operation on something approaching production plant scale, it had not held up completion of Kellex designs for the overall plant. These designs projected as the main gaseous diffusion production unit a cascade of 2,892 stages, connected in a single series. Ideally, Kellex engineers might have incorporated into the plant design a requirement for a converter and pumps of slightly smaller size at each successive stage in the cascade. Because this, however, would have resulted in extremely complicated and costly manufacturing and installation problems, they compromised. They provided for five different-sized pumps and four different-sized converters, thus dividing the whole cascade into nine variably pressurized sections. The sections normally would function as a single cascade, although each could be operated individually. Within each section the smallest operable unit was the cell, containing 6 stages enclosed in a sheet metal cubicle that would be supplied with dry air and kept heated to a uniform temperature.10
Design of the cascade unquestionably constituted the single most important and difficult feature of the gaseous diffusion production plant. But for the Kellex engineers it was only a small part of the job. Working in cooperation with numerous equipment and supply contractors, they also had to prepare blueprints and specifications for a vast array of support and control facilities. Cascade operation, for example, required purge cascades, process gas recovery, surge and waste, and product removal systems, as well as a large number of instruments for maintaining a constant check on all conditions throughout the plant. Plant instrumentation had to be extremely reliable, for even slight variations in such factors as pressure or temperature could produce adverse effects.
To house the main cascade and its auxiliary facilities, Kellex engineers designed a huge structure of fifty-four contiguous units, or buildings, arranged in a gigantic U-shaped pattern more than half a mile long on each side and a quarter of a mile wide. They laid out the interior of these buildings on four different levels: a basement housing lubricating and cooling equipment, ventilating fans and ducts, and transformers and electrical switchgear; a cell floor containing the steel-encased cells lined up in two parallel rows extending the length of a building; a pipe gallery carrying the main process lines and numerous auxiliary lines; and an operating floor,
the location of most of the control devices and meters for cascade operation. At the operating floor level they placed a central control room at the base of the U, with instruments to keep track of the whole process and remote controls for all motorized valves.
After completion of the cascade design for the plant at the Clinton Engineer Works (CEW), most of the research and development teams at Columbia and Kellex, and elsewhere, turned their primary energies to engineering and testing equipment and support facilities. With Groves’ permission, however, a few SAM and Kellex researchers and engineers continued work on developing diffusion equipment that could achieve a higher product enrichment. In support of this investigation, in late summer of 1944 Kellex placed a 10-stage pilot plant in operation. By mid-January 1945, Kellex was ready to begin engineering and procurement for an extension to the upper stages of the K-25 plant that would bring the level of its product to an enrichment of approximately 85 percent. Groves authorized Kellex to proceed, but canceled the extension when data showed a greater product output could be achieved by increasing the amount of uranium of a lower percentage of enrichment for feeding into the electromagnetic plant. To achieve this goal, Groves directed Kellex to design and engineer a 540-stage side-feed unit (later designated K-27) in which the waste output from the main K-25 cascade could be combined with natural uranium to produce a slightly enriched product. By feeding the K-27 output into the higher stages of K-25, plant designers estimated the total production of U-235 could be increased by 35 to 60 percent. Kellex hoped to get the K-27 extension into operation early in 1946.11
Building the Gaseous Diffusion Plant
The Tennessee site for the gaseous diffusion plant consisted of a tract of 5,000 acres in the northwest corner of the CEW reservation, approximately 15 miles southwest of the town of Oak Ridge.12 (See Map 3.) Enclosed
on the north, south, and east by thickly wooded ridges and on the west by the Clinch River, the site had few roads, no railroads (although a main line was located a few miles to the north), and only one substantial structure (a country schoolhouse). Project engineers would have preferred a different location, especially one with lower average humidity; however, because the land at Clinton had been available for immediate purchase in early 1943, Manhattan leaders did not perceive the engineers’ concern as critical as their own desire to get plant construction under way. Furthermore, they felt that the site satisfied other major requirements. It had a readily available water supply and a relatively level area of about 1,000 acres for the plant facilities, and its location was distant from the other production plants and the densely populated areas.
Under terms of the prime contract with M. W. Kellogg, Kellex was to not only design and engineer the K-25 plant but also supervise its construction, using its own large field forces plus numerous contractors and subcontractors. The prime construction contractor was the J. A. Jones Construction Company of Charlotte, North Carolina, whose reputation on other Army projects had impressed Groves. Typical of the more than sixty subcontractors were the D. W. Winkleman Company for grading and drainage of the site, the Bethlehem Steel Corporation for steel work, and the Interstate Roofing Company for installation of heating and ventilating systems.
Wherever possible, Kellex delegated to Jones and the other contractors specific procurement of equipment and supplies needed in construction. Similarly, it contracted out thousands of orders for process and auxiliary equipment. Major equipment manufacturers were Allis-Chalmers for centrifugal pumps and motors of all kinds; the Chrysler Corporation for converters; and Houdaille-Hershey, Linde Air Products, and Bakelite for barrier material. Some of these firms – for example, Allis-Chalmers, Chrysler, and Houdaille-Hersheyhad to build entirely new plants or undertake extensive conversion of existing facilities.
Through its rapidly expanding Manhattan District organization, the Army monitored and reviewed the many hundreds of agreements negotiated by Kellex, Jones, and other firms in late 1943. During the first few months of relatively limited operations at the building site, District Engineer Nichols exercised control over the project through the New York Area Engineers Office, whose staff maintained constant contact with the Kellex and Columbia University groups, and through the CEW Construction Division. But rapid expansion of construction and procurement activities eventually compelled Colonel Nichols to reorganize his Tennessee headquarters staff, establishing construction and operations divisions for each major production project. In his capacity as the K-25 unit chief, and in keeping with normal Corps of Engineers practice, Colonel Stowers organized the new K-25 Construction Division to parallel the organizational structure set up by the principal construction contractors – Unit I for the power plant, Unit II for the conditioning facilities, and Unit III for the
the process plant – and assigned Maj. William P. Cornelius as division chief.13
Actual construction started on the day after Memorial Day 1943, when a survey party began laying out the power plant site at an area adjacent to the east bank of the Clinch River. Two months later grading began in the area for the conditioning facilities – a large structure to house the treatment apparatus for coating process equipment with fluorine gas, thus providing protection against the extremely corrosive action of the uranium hexafluoride process gas, and a number of smaller buildings for the generation and storage of fluorine, production of gaseous nitrogen, and neutralization. To ensure these facilities would be ready in time so that K-25 workers could treat the process equipment before installation in the main production plant, Kellex and District authorities decided to engage a second major construction contractor – the firm of Ford, Bacon, and Davis – to build them.
Ground preparation on the main plant site did not start until 20 October 1943. Although relatively level by comparison with the surrounding terrain, the site was broken into ridges and valleys that required cuts up to 50 feet and fills averaging 25 feet. The great weight of the buildings that would house the cascade and its complicated, interconnected equipment made exceptionally stable foundations necessary. Ordinarily, such foundations would have been carried down to bedrock, a procedure that would have required thousands of concrete columns of different lengths. But, to save time, Kellex used the then novel method of compacted fill. Foundation workers put down earth in 6-inch layers, constantly checking in a field laboratory for proper moisture content and soil mixture. Then they compacted the fill with sheepsfoot rollers to a density slightly greater than that of undisturbed soil.14 Next they poured the foundation footings directly on top of the undisturbed earth in the cut sections and on the compacted fill in the filled-in sections. In spite of the abnormally rainy weather in the fall of 1943, the K-25 workers’ use of innovative construction techniques enabled them to complete laying down the foundations far more quickly than would have been possible with more traditional methods.
Kellex engineers also employed other time-saving methods, consistent with their basic goal of completing the production plant as rapidly as possible. Thus, wherever feasible, they overlapped activities normally carried out separately. The day grading began, J. A. Jones crews also poured concrete for the first building. And, as soon as the foundations had hardened, crews moved in heavy gooseneck cranes (the foundations had been deliberately designed to carry their weight) and began lifting the structural steel frames of buildings into place.

Gaseous diffusion plant under construction at CEW
Another objective of Kellex’s speedup techniques was to get some sections of the huge plant into operation as soon as possible. The firm’s initial construction schedule, adopted in August 1943, provided for, first, completing one cell for testing; second, finishing one building as a so-called 54-stage pilot plant; and third, completing enough of the plant to produce an enriched product containing 0.9 percent U-235. The schedule designated this first production section, Case I. Three additional cases, with outputs of 5-, 15-, and 36-percent product enrichment,15 would be finished as of 1 June, 15 July, and 23 August 1945, respectively. As construction progressed, Kellex engineers revised the original schedule to conform to changing conditions. Thus, the schedule of August 1944 called for completion in 1945 of Case I (0.9 percent) on 1 January, Case II (5 percent) on 10 June, Case III (15 percent) on 1 August, Case IV (23 percent) on 13 September, and a new Case V (36 percent) as soon as possible thereafter.
To ensure adherence to this highly complex and, in many respects unorthodox construction schedule, Kellex

K-25 steel-frame construction
adopted a variety of rigid control measures. Typical were the two complete and identical charts the firm maintained, one in its New York office and the other at the construction site, on which it recorded the current manufacturing and delivery status of the hundreds of thousands of items required for building the plant.
There were times, however, when labor shortages, especially in the skilled categories, were acute. The contractors endeavored to overcome some of the shortages by on-the-job training and simplifying construction tasks wherever possible. Fortunately, too, because each stage of the plant was comprised of similar basic components, construction crews gained skill and speed from the repetitiveness of their work. With the Army’s support, J. A. Jones and Ford, Bacon, and Davis also sought to improve living conditions and undertook other ameliorative steps for their workers, which reduced labor turnover and limited work stoppages to about 0.1 percent of total man-hours.16
One unusual feature of the construction work on the K-25 plant was the exceptionally stringent emphasis
on cleanliness. Because even minute amounts of foreign matter would have highly deleterious effects on process operations, construction workers had to cleanse all pipes, valves, pumps, converters, and other items of equipment thoroughly before installation. Workmen in a special unit performed this vast operation in the large conditioning building, using equipment for solvent degreasing, alkaline cleaning, acid pickling, scratch brushing, surface passivation, and a variety of other procedures. When they finished, they sealed all openings to interior surfaces and kept them sealed until installation teams put the equipment into place.
To make certain no dust or other foreign matter polluted the system during installation, J. A. Jones instituted a rigid schedule of surgical cleanliness in installation areas. Isolating these areas with temporary partitions, the workers installed pressure ventilation, using filtered air. Then they cleaned the areas thoroughly, and inspectors carefully checked all personnel and material that entered them. Maintenance crews with mops and vacuum cleaners continued to remove any foreign substances that seeped in. When trucks had to enter, workers hosed them down at the entrances.
Workers wore special clothes and lintless gloves. Because certain work on equipment to be used in plant installations could not be done in the dirt-free areas, such as welding pipes and other small jobs, J. A. Jones installed special inflatable canvas balloons and the work was done inside them. The cleanliness control measures required many additional guards, inspectors, and supervisors, but they did not appreciably slow down the work. In fact, in some ways the good housekeeping actually facilitated the progress of construction.
Even more painstaking was the installation of more than 100 miles of pipe without flanged joints, and with welds that had to meet tightness specifications more severe than any ever encountered before in commercial construction. Pipe-fitting crews developed fourteen special welding techniques. Individual welders then learned the techniques, each specializing in those required for a particular type of installation. At the height of construction, there were some twelve hundred welding machines in use. All of the work required rigid control and tedious inspection to ensure joints were tight and no internal scale formed that might later find its way into the process system.
At last, on 17 April 1944, the first 6-stage cell of the main plant was ready for test runs. Brief trial operations of this unit continued in May. During the summer months, as construction crews finished additional stages, technicians put them through trial runs. Although barrier tubes were not available (installation of the first did not begin until fall of 1944), these tests permitted assembly of valuable data concerning performance of other plant components and detection of mechancial defects, such as leaks and sealant failures. Approximately two months behind schedule, equipment contractor workmen completed Case I (402 stages) to the point where processing of feed material could begin, but at least another month passed before the unit attained the 0.9-percent level. The other cases
were completed either on time or ahead of schedule. Kellex and J. A. Jones transferred the last K-25 plant unit to Carbide and Carbon, the operating contractor, on 11 September 1945. Total construction cost, including the 540-stage side-feed extension (K-27) unit completed after the war, was $479,589,999.
Plant Operation
In late 1942, when the atomic project leaders were considering potential operators for the gaseous diffusion plant, Kellex’s Percival Keith expressed a strong preference for the Union Carbide and Carbon Corporation.17 In this leading chemical firm Keith saw a versatile organization with skilled personnel who would be able to not only operate the complex diffusion production process but also provide design, engineering, and construction assistance to hard-pressed Kellex engineers. Satisfied with Keith’s opinion, Groves directed Manhattan representatives to commence negotiations with Union Carbide officials. Finally, in January 1943, Union Carbide agreed to become the prime operating contractor – but through its subsidiary, the Carbide and Carbon Chemicals Corporation – and selected one of its vice presidents, physical chemist and engineer George T. Felbeck, as project manager in charge of K-25 operations.
In the letter contract with Carbide and Carbon, Keith made certain that there was a provision for Kellex to obtain help in plant construction. Later modifications in the formal contract, signed in November 1943, extended the operating contractor’s area of responsibility to include coordination of barrier research and development, construction and operation of a plant for producing nickel powder, conversion of Bakelite facilities to produce special barrier material, and assumption in February 1945 of the SAM Laboratories research program, hitherto operated by Columbia University.
Under terms of the prime contract, Carbide and Carbon was to receive an operator’s fee of $75,000 per month for full plant operation, and additional payments as warranted. Although it would shoulder principal responsibility for production activities, it did not agree – as did Du Pont with the plutonium plant and the Tennessee Eastman Corporation with the electromagnetic plant – to serve as sole operator of the gaseous diffusion plant. Carbide officials did not want responsibility for conditioning the process equipment against the corrosive nature of the uranium hexafluoride process gas, nor did they want the potentially hazardous task of manufacturing
the volatile fluorine gas used for conditioning.
As an alternative, District officials had arranged with Chrysler, already under contract for manufacturing the converter component of the diffusion system, to do the conditioning. But when Kellex and Army authorities came to working out details of the equipment contract with the automobile firm, they learned that it lacked the necessary facilities for fluorine conditioning in its Detroit plant. Following months of delay, Manhattan and Carbide officials resolved the problem in November 1943. Based on recommendations by Union Carbide, Carbon and Carbide officials temporarily assigned responsibility for operating the conditioning facilities to the building contractor, Ford, Bacon, and Davis, and building and operating responsibility for the fluorine production facilities to the Hooker Electrochemical Company. Up until early 1945, when Carbide and Carbon assumed full operational control of these facilities, this arrangement permitted the prime operating contractor to concentrate its efforts on the process and power plants.
Preparations
During 1943, with gaseous diffusion plant production activities on a limited scale, the Manhattan District monitored the work of the several operating contractors through its K-25 Construction Division. When operations began to expand rapidly in early 1944, the district engineer established a K-25 Operations Division, headed by Maj. John J. Moran (Chart 3). For months Moran’s division functioned with only eight officers and five civil service employees. Then as the main diffusion plant became operational in 1945, the division acquired some additional personnel and, by the fall of that year, was operating with fourteen officers, nine enlisted men, and twenty civil service employees. But this was a relatively small staff to oversee the multifarious activities of a production plant that at the peak of its operations employed more than eleven thousand workers. It proved adequate, however, because Colonel Stowers, the K-25 unit chief, employed the staff of the New York Area Engineers Office, which he also continued to head, to assume a considerable part of the load of maintaining liaison among the major companies involved in gaseous diffusion operations.
In the spring of 1944, about the time construction crews were completing the first cell in the main process building, Carbide and Carbon began setting up its production organization at the plant site. The firm had been recruiting personnel for an operating force since late 1943, but with only limited success. And because recruitment difficulties also extended to supervisory and technical positions, the district engineer eventually had to augment the K-25 technical staff with skilled personnel from the District’s Special Engineer Detachment.18
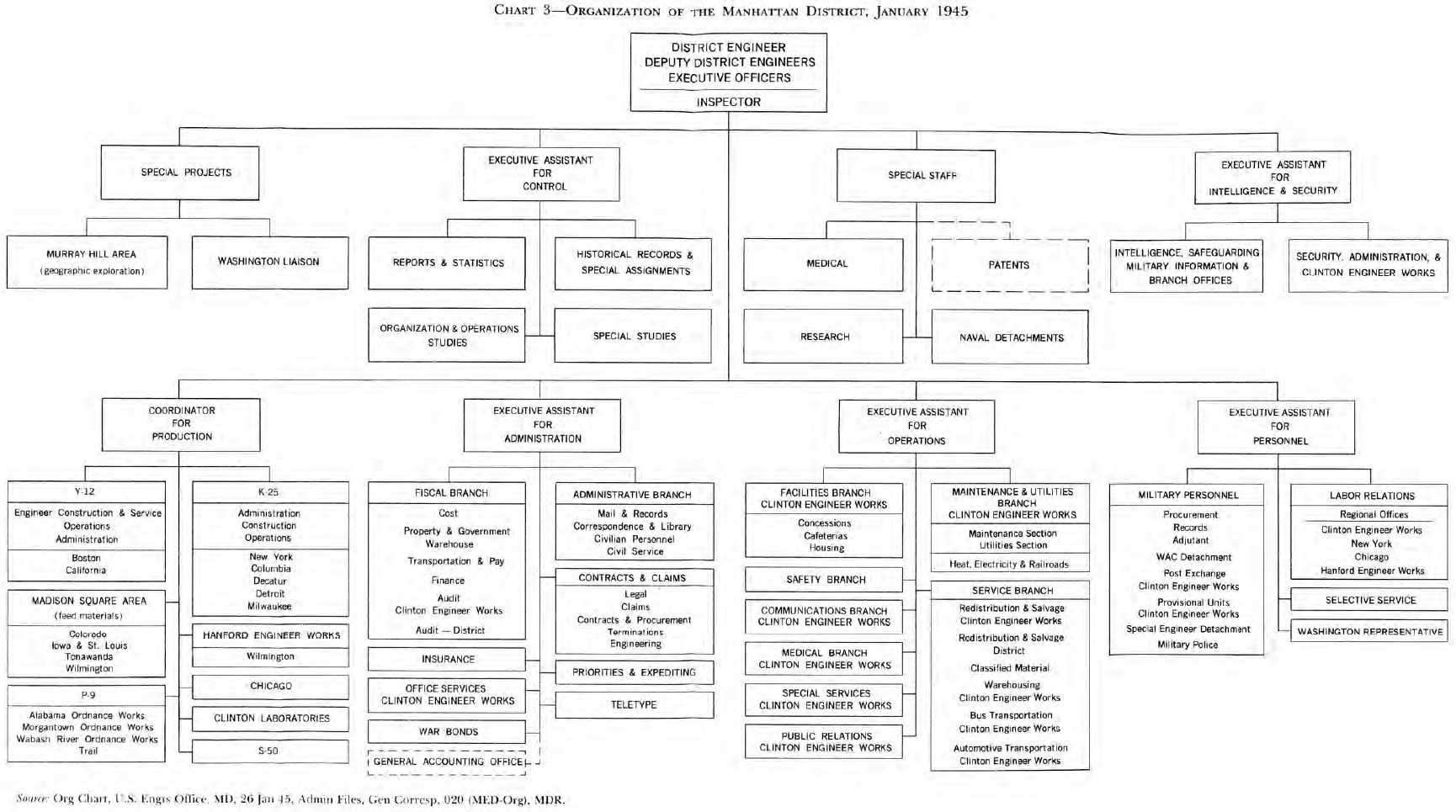
Chart 3: Organization of the Manhattan District, January 1945
As newly recruited workers reported in, Carbide and Carbon made preparations for their orientation and training. By October 1944, a sufficient number of instructors and trainees were on hand to establish an operations training center in a building formerly occupied by the local public school. At the start, the center’s curriculum consisted of two major courses: process training and vacuum test training. Later, courses were added for process maintenance men and instrument mechanics. In the beginning, only men were enrolled, but the continuing shortage of workers compelled Carbide and Carbon to recruit a large number of women as process operators. After employees had received more than eighty hours of formal classroom training, they underwent a period of on-the-job training before final assignment to an operating position.
In August 1944, some new workers had the opportunity to acquire practical experience on the operation of the 54-stage pilot plant, an experimental unit located at the base of the U in the main process building. The barrier tubes were not yet available, so the cell stages were fitted with steel orifices instead of converters. This meant, of course, that no isotope separation could occur. But, using either nitrogen or “test fluid,”19 the operator trainees simulated actual plant operations and plant managers were able to develop operating techniques, provide realistic training for foremen and key operators, and test performance of seals, pumps, and valves. In January 1945, Carbide moved all training activities from outlying buildings to the 54-stage pilot plant.
Production Activities
By the end of 1944, J. A. Jones construction crews were ready to turn over the first 60 of the 402 stages of Case I – the first major section of the production plant. Jones employees tested pumps, instruments, and other equipment for operability in the presence of Carbide and Carbon representatives, noting in an acceptance report all deficiencies that would require adjustment, repair, or replacement. Witnesses from both firms then had to approve the report before a completed plant section could be turned over to the operating staff for another series of tests preliminary to actual production.
A typical preoperation test was to make certain no leaks existed in the process system, because the separation process would operate effectively only under conditions approaching an absolute vacuum, with an infinitesimally small pressure buildup. SAM Laboratories vacuum technicians and Carbide and Carbon employees, all specially instructed in detecting leaks, worked together to carry out the delicate preoperation test. The test teams pumped down the process equipment

Completed plant section with corrugated steel sheathing
to a high vacuum and then played a stream of helium water over every welded joint, instrument, and valve. If there were leaks, helium would enter the system, where a mass spectrometer would detect it. Some four hundred to six hundred test personnel ultimately had to devote about eight months to complete a check of the whole gaseous diffusion plant.
As soon as a unit, or building, successfully passed the leak-test requirements, plant operators prepared it for a test run with regular process gas. Before they could do this, however, they had to make a thorough check and calibration of all instruments and carry out final conditioning of equipment. The 130,000 instruments in the main process area – probably up to that time the largest number ever installed in a single production plant – included many that were of special design and development and some that (for example, the mass spectrometers) were extremely delicate and complicated. Many, too, never before had been used routinely in a commercial-scale plant. Consequently, months of painstaking testing, calibrating, and checking were necessary before the final steps to put the plant into operation.
Units in the production plant cascade began operating for the first time on regular process gas in February 1945, testing procedures that subsequently were employed throughout the plant. The initial step was vaporization of the feed material – solid uranium hexafluoride from the Harshaw Chemical Company in Cleveland – by
subjecting it to a series of hot baths to convert it into a gas. The feed material then entered the process stream in its gaseous form at any convenient feed intake point and flowed through the cascade of enriching stages. Emerging from these stages, the process gas went through a stripping section that carried depleted gas from the higher enrichment stages back to the lower part of the cascade for recirculation.
By early March, construction crews had completed sufficient additional cells to permit start-up of a two-building cascade. Unfortunately, on the ninth, as the actual start-up procedure began, nitrogen flooded the two-building cascade, because a worker had failed to close a valve in a bypass line. But quick purging action by plant crews soon cleared the system and, by the twelfth, they not only had the two-building cascade in partial production but also had connected two more buildings to the system. On the twenty-fourth, the whole of Case I went on stream. In the months following, Cases II through IV were finished at the rate of a case per month, until in mid-August the full plant cascade of 2,892 stages was in operation.
From the start, production results were much better than anticipated, despite occasional minor interruptions because of equipment failures and operational errors.20 By May 1945, Cases I and II were turning out a product containing 1 percent U-235. In the following month, using slightly enriched material from the liquid thermal diffusion plant as feed, operators drew off some product containing nearly 7 percent U-235. After the full plant cascade went on stream, product concentration increased to 23 percent. During the fall, the plant demonstrated a productive capacity far higher than its designers had predicted. Contributing to this increased rate of output was a cell stream efficiency and barrier performance greater than expected.
In early 1945, the District’s Production Control Committee, appointed earlier by Colonel Nichols to coordinate production by the diffusion processes and the electromagnetic process, had worked out a plan to achieve the maximum feasible output of U-235. Based upon a careful analysis of each process, the committee directed that K-25 would not be brought into the production chain until it demonstrated a capability of producing a product enrichment of 1.1 percent. The K-25 plant attained the 1.1-percent level in April, and project workers began sending the output to the electromagnetic plant for final enrichment. At the same time, thermal diffusion plant workers who had been sending the plant’s output to the relatively inefficient Alpha I stage of the electromagnetic plant now began delivering the entire product output to K-25. Thus, the gaseous diffusion process became an integral part of the U-235 production chain and, during the spring and summer of 1945, contributed substantially to the manufacture of the fissionable material used in the fabrication of atomic weapons at the Los Alamos Laboratory.
The Army’s success in bringing the vast and complex gaseous diffusion

Completed gaseous diffusion plant. The K-27 extension unit subsequently was erected adjacent to Poplar Creek, at the upper right
plant into full-scale production was to a considerable extent due to its having formed in the union of Kellex and Carbide and Carbon an effective organization with the requisite resources, industrial knowledge, and skilled personnel. Fortunately, during most of the 1943–45 period when first the K-25 plant and then its K-27 extension were being brought from the draftsman’s table to fully operating production units, the various Kellex-Carbide elements functioned together surprisingly smoothly and efficiently considering the unrelenting pressure of time and the frustrations created by all kinds of wartime shortages in material and manpower.
Inevitably, however, there were occasional misunderstandings and per sonality conflicts that threatened to disrupt the teamwork of the organization. One such incident occurred in June 1945, when Kellex was phasing out participation in the project and leaving primary responsibility for plant operation to Carbide and Carbon. At this time, a dispute arose over the role of Kellex’s strong-minded executive in charge, Percival Keith. The problem seemed to be that Carbide officials thought Keith was no longer devoting as much time to gaseous diffusion as he should, whereas Keith felt that he should be the judge of how much of his time should be spent on the project. After exceptional effort on the part of General Groves and his staff, Keith yielded to persuasion and agreed to stay
on in an advisory capacity to assist Carbide and Carbon in operating the production plant.
Considered in terms of its ultimate production capabilities, the gaseous diffusion plant did not attain a significant level of output until the fall of 1945, after World War II had ended. This was not the result of poor planning or a failure to fulfill, in the main, established construction and production schedules. Rather it stemmed from the fact that when Groves and the other leaders of the atomic energy program were working out the plans for the plant in 1943, the consensus of opinion was that the war against Japan would last at least until mid-1946. Had this been the case, the K-25 plant would have attained the level of maximum output at the time when U-235 would be needed in large quantities for the weapons fabrication program. Events, of course, did not unfold quite as the atomic project planners had anticipated, and the war ended in August 1945. Consequently, full-scale operation of K-25 and its K-27 extension constitutes an episode in the immediate postwar history of the Manhattan Project rather than its wartime aspect. In this postwar period, the great industrial complex so hurriedly designed, erected, and placed in operation, employing largely inexperienced personnel working under far from favorable conditions, demonstrated that it was the most efficient and productive of all the process plants built to manufacture U-235.
Shortly after the war was over, the Manhattan District shut down the liquid thermal diffusion plant and the Alpha units of the electromagnetic plant. But the gaseous diffusion plant continued in operation as the basic source of U-235 for the entire atomic project. And in the postwar era, the great plant at the bend of the Clinch River became the prototype for new facilities built elsewhere in the United States to increase output of U-235, and also for the production units built in other countries to manufacture fissionable uranium for atomic energy programs.21