Chapter 9: The Pile Process
Of the three fissionable materials production processes (electromagnetic, gaseous diffusion, and pile) endorsed by the Military Policy Committee in 1942 for full-scale development, the greatest gamble of all appeared to be the pile method, primarily because of a number of difficult technical problems facing project scientists.1 Experimentation with research piles at the University of Chicago’s Metallurgical Laboratory had revealed that plutonium production on a large scale would require the design and engineering of special process techniques and equipment to cope with radioactivity and energy, mostly in the form of heat, more intense and pervasive than ever before encountered in an industrial process. Similarly, investigations into the chemical separation of plutonium from the transmutation residual of natural uranium and highly radioactive fission products had demonstrated that there were still many unanswered questions as to the best way to carry out this ancillary phase of plutonium production.
The Military Policy Committee had taken these problems into account when it decided in December to proceed with mass production of plutonium. Several factors contributed to this affirmative decision. The committee was much impressed by the progress of research and development in the plutonium process at the Metallurgical Laboratory and elsewhere, and also was convinced that the vast potential of the process warranted the undoubted risks inherent in its development. From a military standpoint, project scientists told the committee, the process would produce not only fissionable material for an atomic weapon but also, as a by-product, radioactive fission materials that probably could be utilized as an exceptionally deadly chemical warfare weapon. Even if the scientists and engineers failed to develop the process in time, the plutonium pile with its enormous capabilities for producing heat could become a major source of power for peacetime uses. Given all of these considerations, the Military Policy
Committee could see no alternative to continuing full-scale development of the process.
Research and Development: Metallurgical Laboratory
Following consolidation of most plutonium research and development at the Metallurgical Laboratory in February 1942, Director Arthur Compton formed an organization that consisted of an engineering council, headed by chemical engineer Thomas V. Moore from industry, and nine major divisions – physics, theory, technical, chemistry, pilot plant, fast neutron, clinical-biological (subsequently health) physics, defense measures, and engineering.2 One of these divisions, fast neutron, was actually located at the University of California, Berkeley, with work in progress at several other institutions. Other divisions, too, had some aspects of their work under way at other sites (for example, chemistry, at Iowa State, where metallurgist Frank Spedding was testing the metallurgical properties of uranium; and at California, where chemist Glenn Seaborg was investigating the virtually unknown chemistry of plutonium).
Under Compton’s supervision and direction, the Metallurgical Laboratory scientific staff moved ahead effectively with devising and testing pile and chemical separation designs for a large-scale plutonium production plant. With this experimental activity proceeding apace, Compton reported to District Engineer Marshall the pressing need for additional research facilities. Marshall immediately contacted Stone and Webster and had the firm draw up plans to expand the laboratory’s physical facilities, directing that subcontracts be let to Chicago area construction companies. At the same time, Deputy District Engineer Nichols worked out with Compton the land and building requirements for the Argonne Forest pilot plant site, located southwest of the city, and cleared the way for its acquisition by the Corps of Engineers’ Great Lakes Real Estate Office.
By the fall of 1942, the Army had become an active partner in the Chicago program. To provide liaison with the Manhattan District, as well as to assist Compton in procurement and personnel matters, Marshall opened the Chicago Area Engineers Office in the University of Chicago’s

University of Chicago Physics Building
physics building, which was adjacent to Compton’s own headquarters and the laboratory’s administrative and business offices, and assigned Capt. James F. Grafton as area engineer. Shortly thereafter, the decision to reduce Stone and Webster’s responsibilities for Metallurgical Laboratory construction to limited architectural and engineer services shifted much of the burden of administering the expansion program upon Captain Grafton and his modest staff. The increased work load of letting and overseeing the great number of University of Chicago subcontracts forced Grafton to enlarge his staff, which gradually increased in size from nearly 100 in the summer of 1943 – when the Army took over all OSRD-sponsored research and development contracts – to a total of approximately 250 in July 1945. To provide additional space for the expanding Chicago area staff, the Manhattan District leased the state of Illinois’ massive grey 124th Field Artillery Armory, located only a short distance from the university campus. Sharing the quarters with the area engineer’s staff were the laboratory’s administrative personnel, an arrangement that facilitated closer coordination between the two groups in such matters as security, labor and materials procurement, personnel, priorities, patents, and finances.
During the Metallurgical Laboratory building and remodeling program, which continued uninterrupted until

Argonne Laboratory near Chicago, one of the Metallurgical Project’s research facilities
late 1944, the Chicago Area Engineers Office oversaw construction that provided the Chicago program with more than 500,000 square feet of space, including an entirely new chemistry building with an annex, several new buildings at the Argonne site, and extensively remodeled facilities in existing structures, all at an ultimate total cost of about $2.15 million. In carrying out this expansion, the Army received the constant and effective support of the University of Chicago’s administrative staff, which consistently adhered to the policy set forth at the beginning of the program in 1942, namely, that it would “turn the University inside out if necessary to help win the war. Victory is much more important than survival of the University.”3
Pile Design
In late 1942, as Army leaders gradually became more familiar with the plutonium phase of the atomic bomb project, they realized that progress in pile development at the Metallurgical Laboratory was likely to be the key factor determining how soon large-scale production of fissionable material would be possible.4 In

124th field artillery armory in Chicago
September, General Groves, newly appointed as Manhattan commander, sent Capt. Arthur V. Peterson, a civil engineer by profession, to visit the Chicago scientists. Then using the detailed information in Peterson’s report as a guide, Groves arranged a series of personal visits to Chicago in early October, during which he attended the policymaking meetings of the Metallurgical Laboratory Technical Council and conferred with members of its engineers and scientific staff.
The Manhattan commander was impressed with the way in which Compton

New Chemistry Building, Metallurgical Laboratory, on the University of Chicago campus. Barely visible is the gothic tower (at far left) of the football stadium where Enrico Fermi achieved the first chain reaction in a graphite pile
had organized the laboratory and with the exceptional capabilities of the scientific staff. He indicated his general approval of the research program, expressing but one major criticism: The program was not moving fast enough to permit a decision on which proposed pile design should be adopted for full-scale development. If necessary, he said, the research scientists should develop more than one design, regardless of the cost, because the earliest start possible on detailed design and construction was tremendously important. Groves recalled later that he had quickly concluded that “the plutonium process [of all the methods proposed] seemed to offer . . the greatest chances for success in producing bomb material.”5
At the time of Groves’ first visits, Metallurgical Laboratory scientists had achieved only limited progress in transforming the results of pile research into concrete blueprints for pile design. Seriously handicapped by the lack of pure uranium metal in the quantities needed for essential experiments, the research teams barely had made a start on a program for pile development that called for pile design and engineering in three stages: a 10,000-kilowatt experimental unit, to ascertain whether a chain reaction could be sustained; a 100,000-kilowatt pilot pile, to test helium cooling
and the mechanical techniques of loading and discharging; and a second 100,000-kilowatt pile, also helium cooled, to be the first unit of the large-scale production plant. Each of these piles would employ graphite, now available in ample quantities from commercial sources, as a moderator. The pile designers would have preferred heavy water, which combined in a single element the moderating and cooling factor required, but its continuing scarcity made design of a pile employing that hydrogen isotope impractical.
Groves found, too, that project scientists had not reached agreement on what was, in some respects, the most crucial problem in pile design – how safely and efficiently to disperse the intense heat that would be produced by the fissioning process in a high-wattage pile. Under the three-stage plan, Compton had given helium cooling a priority position. At the same time, however, physicists Eugene Wigner and Leo Szilard, as well as other staff scientists, were still giving serious consideration to a number of other coolants, including diphenyl and bismuth.6 Even water, with its corrosive reaction to uranium and high-neutron absorption, could not be discounted.
Groves and the Manhattan District officers who visited the Metallurgical Laboratory in the fall of 1942 quickly learned that the feasibility of all pile designs would have to remain in doubt until physicist Enrico Fermi and his colleagues had completed construction of an experimental pile capable of a sustained chain reaction and also had accurately measured the neutron-absorbing characteristics of each pile component (lattice, controls, loading and unloading mechanism, shielding, and coolant). At this stage the pile researchers felt that attaining a state of criticality was possible with a properly designed and assembled lattice of sufficiently pure graphite and uranium metal. But what they were uncertain of, and could not ascertain until a chain reaction was set going, was the actual size of the multiplication factor k – the excess number of neutrons above unity required to barely sustain fissioning in a critical pile. And lacking this data, design engineers found themselves not knowing how much leeway they had in selecting the materials for the mechanical structure and coolant system of the large-scale production piles.7
Spurred by the Army’s insistence on moving into engineering and construction as rapidly as possible and by the impending participation of E. I. du Pont de Nemours and Company as a full-time partner of the Metallurgical Laboratory, Compton and the pile researchers decided to modify earlier plans. Under the revised program, Fermi and his staff were to complete as quickly as possible a low-powered pile, to demonstrate the feasibility of a chain reaction and furnish the much-needed data about the k factor;
and another team was to begin work on a second pile of low wattage at the Argonne site, to provide project chemists with the additional small quantities of plutonium they urgently needed to test methods and equipment for separating the element. Pile designers now would design only a single 100,000-kilowatt helium-cooled pile capable of producing an estimated 100 grams of plutonium daily; this pile, they hoped, would function as both the testing unit and the first unit of the full-scale production plant. Finally, they were to continue testing designs for piles cooled by water, di-phenyl, and bismuth.
Fermi, achieving the historic first sustained chain reaction on 2 December,8 found that the k factor was considerably larger than he had anticipated. This discovery removed a chief objection to water, diphenyl, or even air as a coolant in high-powered piles, since the greater margin of k would permit more neutron absorption without reducing the efficiency of pile operation. Also, the larger k factor indicated a much greater choice in materials of coolant pipes, the control mechanism, and for load and discharge equipment.
Nevertheless, in view of the advanced status of the helium-cooled pile design, both Du Pont and the Army continued to favor its development as the prototype for the production units, even though Fermi’s new data and other Metallurgical Laboratory scientists’ encouraging research into alternate methods had made liquid or air cooling seem far more feasible. By the time the Military Policy Committee decided on 10 December to shift the location of the large-scale plutonium production plant from the Clinton Engineer Works in Tennessee to a more isolated area, preliminary designs for the 100,000-kilowatt helium-cooled pile were sufficiently complete to provide the Army with the requisite criteria not only for determining the safety, power, water, and other site requirements but also for compiling the specifications list of materials.
An unresolved point of concern to project engineers, especially those from Du Pont, was the feasibility of operating a graphite-moderated pile on an industrial scale, whether cooled by helium or any other type of coolant. Because so many technical uncertainties still remained, Du Pont scientists emphasized to Groves the need for developing an alternate pile design, as insurance against total failure, and expressed particular interest in the technical and engineering advantages of a pile that could be both moderated and cooled with heavy water. The Military Policy Committee, therefore, decided to continue the heavy water research already in progress, recommending the expansion of heavy water facilities. Some weeks earlier, Du Pont had suggested that the manufacture of heavy water by the distillation method could be carried out by modifying certain facilities at the Morgantown (West Virginia), Wabash River (Indiana), and Alabama Ordnance Works, where the company was manufacturing munitions for the government. Consequently, in late December, Groves approved negotiation of contracts with
Heavy water production plant at the Wabash River Ordnance Works
Du Pont to build and operate heavy water plants at these facilities. (See Map 2.)
From the standpoint of pile engineering development, completion of a pile design as quickly as possible was a matter of considerable importance to Du Pont. In January 1943, Du Pont was still giving first priority to the helium-cooled pile for the production plant, even though company designers were experiencing little success in resolving complex technical problems. A hopeful portent, however, was Fermi’s latest research finding into the value of k, which revealed that the margin of neutrons in a uranium-graphite pile was probably sufficient to make either liquid or air cooling feasible on a large scale. Encouraged by Fermi’s data, Wigner and his research team had pushed ahead on designs for a water-cooled production pile and were able to complete acceptable preliminary blueprints by early January. At the same time, also partly in response to Fermi’s revelation, a team of Du Pont and Metallurgical Laboratory
engineers and scientists began intensive work on design of an air-cooled pilot pile of moderate wattage. In spite of minor difficulties, the team completed virtually all pile engineering designs and specifications by the end of April. That same month, in accordance with the earlier decision to move the location of the plutonium semiworks from Chicago to Clinton, Du Pont commenced pile construction at the Tennessee site.
Meanwhile, Wigner’s group submitted the preliminary designs for the water-cooled production pile to Du Pont. Du Pont engineers at first were skeptical about the feasibility of the water-cooled pile, because they seriously doubted the problems of leakage and the water’s corrosiveness could be overcome; however, continuing problems with the helium-cooled pile designs finally persuaded them that Wigner’s pile might be the answer for the plutonium production plant. Terminating all helium pile research in mid-February, Du Pont design teams worked at an accelerated pace through the spring, summer, and early fall to complete blueprints for a water-cooled pile. In October, as the early stages of building the plant at the Hanford site in south central Washington State were rapidly nearing completion, delivery of the design specifications precluded serious delays in meeting pile construction schedules.
Chemical Separation Process Design
In the fall of 1942, the problems of developing the second stage of the plutonium production process – the chemical separation of the new element from irradiated uranium – appeared less formidable to General Groves and Du Pont officials than those relating to development of the pile and separating the isotope U-235 from U-238, because chemical separation generally involved techniques already familiar to chemists and chemical engineers. But time proved this optimism was not warranted; project scientists and engineers spent almost as long developing an industrial-scale separation process as they did to complete design and engineering of a pile production process. Since the beginning of the year, research teams at the Universities of Chicago and California, Berkeley, and at Iowa State College had worked without letup to design a suitable separation process. Handicapped at first by the unavailability of more than microgram quantities of plutonium, the teams had tested a variety of methods, all of which had required handling the intensely radioactive byproducts by remote control. Deciding finally in favor of a precipitation process employing lanthanum fluoride in solution as the carrier, project chemists convened in Chicago on 15 October to present the results of their research to representatives of the Army, Du Pont, and Stone and Webster.9
General Groves, Colonels Marshall and Nichols, and Captain Grafton joined with officials from the two firms serving as prime contractors on the plutonium project and members of the Metallurgical Laboratory staff to hear leaders of the separation process research teams describe why they believed the lanthanum fluoride method was feasible for a large-scale production plant. Impressed by the practicality of the research teams’ proposed separation process based on the precipitation method, both Army and industry representatives approved going ahead with further tests. They also were duly impressed by the evidence of intense radioactivity in the separation process, a fact that subsequently contributed to the Military Policy Committee’s decision in December to shift the plutonium production plant from Tennessee to another location.
As further research in the winter and spring of 1943 revealed that lanthanum fluoride presented certain chemical problems not previously discerned, project scientists began testing other substances and found that bismuth phosphate gave the best results. In May, Du Pont managers decided in favor of designing the chemical separation units at the Clinton semiworks and the Hanford production plant to employ bismuth phosphate, with the possibility of lanthanum fluoride as a backup choice, because both chemicals could be employed in the same type of equipment.
Du Pont Collaboration and Other Problems
Steady progress on development of pile and chemical separation process designs in early 1943 demonstrated the basic validity of the Army-orchestrated arrangements for collaboration between the Metallurgical Laboratory and Du Pont. On occasion, however, some differences surfaced between the two organizations that posed a possible threat to fully effective joint cooperation. When such instances occurred, the Army promptly intervened and endeavored to provide the direction and guidance essential to maintaining viable collaboration. In January, for example, Major Peterson, who recently had replaced Captain Grafton as the Chicago area engineer, joined with Compton in developing a plan to move the first chain-reacting pile from the University of Chicago’s West Stands squash court to the Argonne site. Fermi and his fellow scientists wanted to keep the pile on campus; however, Army and Du Pont officials considered pile operation in the heavily populated university district much too hazardous. A short time later, the Army also acted as arbitrator for Du Pont and the University of Chicago, securing an agreement from the latter that it would operate the Clinton semiworks.
Maj. Arthur V. Peterson
While collaboration between the Metallurgical Laboratory and Du Pont proceeded harmoniously on most matters, the emergence of seemingly innocuous misunderstandings in February portended more serious disagreement in the future.10 One of the first “minor” disputes erupted over a question on the extent the physicists who had designed the water-cooled pile at the Metallurgical Laboratory should participate in drawing up the detailed engineering blueprints and specifications for the production plant. Crawford H. Greenewalt, Du Pont’s liaison representative to the Metallurgical Laboratory, pointed out that Du Pont’s customary policy was to rely primarily upon its own staff for detailed design and that, while Du Pont would want to have continued access to the Chicago scientists for occasional assistance, the initiative in requesting such help should come from the company. Eugene Wigner, who had considerable training in engineering as well as physics, disagreed. He contended that his team was entitled to an active role. When Wigner learned Du Pont did not plan to invite his group to Wilmington, he concluded that his own earlier expressed opposition to having the firm participate in the plutonium project was the reason. He offered to resign as group leader, hoping that would clear the way for the rest of his team to go to Wilmington. Compton explained that Du Pont’s action was customary practice and not motivated by any personal objection to the scientist. While Wigner’s suspicions were not entirely allayed, he agreed to continue with the project. He stayed only briefly in Wilmington, however, and then returned to Chicago, where Compton diverted him to the expanding heavy water pile program.11
The Wigner incident pointed up a major problem for the Army in administering the Manhattan Project. As development of a process moved from basic research into engineering,
construction, and operations, many of the scientists were no longer needed. Yet Manhattan leaders had to have ready access to the fundamental knowledge and skills of these scientists. For security reasons, too, scientists who had become privy to important aspects of the program could not simply be released and sent back to the colleges and universities. One solution was to transfer them to laboratory positions at Clinton, Hanford, Los Alamos, or to the staff of industrial firms under contract to the project. But for the majority who must be retained on the staff of basic research organizations like the Metallurgical Laboratory, there had to be continuing programs of meaningful research and development. In such a novel and relatively undeveloped field, devising useful research projects was not difficult; the problem was to keep the always limited resources in manpower and materials channeled into those projects that would contribute most directly to the ultimate production of atomic weapons.
By spring, Compton found a good compromise solution in the project for design of a heavy water pile, already under way on a limited scale and acceptable to both Du Pont officials and Groves because they viewed it as an essential backup for the Hanford plant. Furthermore, it was of interest to many of the Metallurgical Laboratory scientists. The promise of increasing supplies of heavy water from both Trail (British Columbia) and the Du Pont-operated distillation plants prompted Compton to work out an agreement with Greenewalt and Colonel Nichols that provided for centering all future heavy water research at the Metallurgical Laboratory under the direction of Professor Henry D. Smyth, head of the physics department of Princeton University.12
But Major Peterson reported that, in spite of the initiation of the heavy water pile program, Metallurgical Laboratory scientists continued to be discontented with Du Pont’s methods and procedures. Many disliked the tedious work of reviewing the detailed blueprints for the Hanford plant, a chore made necessary because the Metallurgical Laboratory had to approve all process designs. When they found errors, they concluded Du Pont was mismanaging pile development. Wigner, too, again complained that Du Pont was not consulting sufficiently with its Chicago counterpart on heavy water pile design, thus delaying its development.
In late June, Groves decided the time had come to deal with what he termed the “scientist problem.” In
line with a suggestion from the Military Policy Committee, he arranged with President Franklin D. Roosevelt to write a letter, addressed to him but actually intended for the atomic project scientists. Emphasizing first the need for strictest adherence to security in atomic matters (there had been incidents involving scientists, particularly at Los Alamos), the President went on to say that he had placed Groves in complete charge of carrying out “all development and manufacturing aspects of the work.” He concluded that “whatever the enemy may be planning, American Science will be equal to the challenge.”13
The Manhattan commander made certain this letter received wide circulation among project scientists. In Wigner’s group, it appears to have elicited an unfavorable response. “They felt,” Peterson reported to Groves, “that it was unfair for the President to give authority to you and that his closing sentence concerning American Scientists being equal to any challenge was a farce since he allowed them neither responsibility nor authority.” In the opinion of some members of the group, “the presence of Du Pont and the Army slows the project ...”14
In early August, General Groves appointed a committee to review the role the heavy water program should have in the atomic bomb project, a step that was, at least in part, also intended to allay dissatisfaction among the Chicago scientists. Headed by MIT Professor (chemical engineering) Warren K. Lewis, with Standard Oil Vice President Eger V. Murphree, physicist Richard C. Tolman, who was Groves’ scientific adviser, and Harvard Professor (chemistry) E. Bright Wilson, Jr., as members, the group upheld the Army, Du Pont, and Compton’s earlier objectives. They recommended continuation of a relatively modest heavy water pile research program at the Metallurgical Laboratory “as insurance against a possible failure of the Hanford graphite piles to produce 49 [plutonium] at their rated capacity, and secondarily to explore the possibilities of a method for producing 49 which might utilize uranium more efficiently than graphite piles.”15
By early fall, the scientists’ dissatisfaction had declined substantially, partly as a result of the chance they had had to unburden their grievances to members of the committee and partly because the major design phase of pile development was nearing an end. Even Wigner, acceding to Comp-ton’s wishes, agreed somewhat reluctantly to continue to oversee work on the heavy water pile. Nevertheless, Compton later recalled that, although the collaboration had achieved basic design of the plutonium semiworks and production plant by late 1943, there remained in the relationship “a
state of tension that caused continual concern to those responsible for the success of the undertaking.”16
Organization for Plutonium Production
In early 1943, General Groves and the Military Policy Committee devoted considerable attention to assisting Du Pont and the Metallurgical Laboratory staff in forming a plutonium production organization. In this organization Du Pont was to have primary responsibility for design, construction, and – except for the semiworks – operation of the plutonium facilities. Because of the uniqueness of the processes involved, the firm’s limited experience in dealing with them, and the overall urgency of the bomb project, Du Pont felt its scientists and engineers would need assistance from the Metallurgical Laboratory staff in all phases of the plutonium program. Thus, as the setting for collaboration was about to shift – although in a somewhat altered form – from the design to the construction and production phases, the Army once again had the primary administrative task of preventing fundamental differences in the two organizations’ modus operandi from interfering with the progress of the program.
Du Pont’s TNX Division
At the end of 1942, after analyzing the unusual nature of the problems involved in the plutonium production process and weighing the District’s stringent requirements for security and safety, Du Pont established a special organization for plutonium activities within the company itself.17 Given the designation TNX Division, this new unit functioned as a subordinate element of the company’s Explosives Department, which already had designed and was operating a number of government-owned munitions plants. Locating the TNX Division in a regular company department was consistent with Du Pont’s decision to organize and administer its plutonium program in accordance with its standard operating procedures, and, concomitantly, because this arrangement helped to conceal the true character of TNX operations, it fully satisfied the District’s requirements for project security.
Du Pont’s operating procedures differed somewhat from comparable industrial firms in the early 1940’s. The company did not have a highly centralized organizational structure and method of operation but was a kind of industrial confederation of semiautonomous departments, each with many of the characteristics of an independent business enterprise. Guided by broad policies laid down by top executives, a general manager administered each department very much in the same fashion as the president of a company, operating under his own budget and making most of the routine decisions. When additional assistance
was needed, the manager could get it from Du Pont’s permanent auxiliary departments – the Engineering Department, for example – that furnished regularly required services, such as plant construction and personnel recruitment.
Consistent with these operating procedures, Du Pont’s management turned over to the general manager of the Explosives Department, E. B. Yancey, overall responsibility for most of the company’s plutonium program. Yancey, already extensively involved in other wartime projects, delegated direct authority over the program to his assistant general manager, Roger Williams. A chemical engineer with extensive experience in wartime construction for the government, Williams’s introduction to the atomic project had been as a member of the Lewis reviewing committee. He now became, in effect, the active head of the TNX Division, with responsibility for Du Pont plutonium activities at Wilmington, Clinton, and Hanford.
Drawing personnel from most of the departments of Du Pont, as well as from company-operated war plants and the Metallurgical Laboratory, Williams organized TNX into two major subdivisions: the Technical Division, which carried out design development in close collaboration with the Chicago and Clinton researchers; and the Manufacturing Division, which advised the Engineering Department on construction of the plutonium facilities and planned and supervised production plant operations. From the Grasselli Chemicals Department, Williams selected chemical engineer Crawford Greenewalt to head the Technical Division. Serving, as General Groves perceived it, “as the bridge between the hard-driving, thoroughly competent, industrial-minded engineers and executives at Wilmington and the highly intelligent but theoretically inclined scientists at Chicago,” Greenewalt spent much of his time at the Metallurgical Laboratory and Clinton semiworks and thus left his assistant, George Graves, in charge of routine administration.18 Williams’s choice to head the Manufacturing Division was R. Monte Evans, a production manager of long experience, most recently with the company’s Ammonia Department.
The extensive involvement of Du Pont’s Engineering Department in the atomic project came about as a result of the company’s policy of building its own plants rather than contracting them out to regular construction firms. E. G. Ackart, Du Pont’s chief engineer and Engineering Department head, assigned to his deputy, Granville M. Read, primary responsibility for the construction aspects of the plutonium program and to John N. Tilley the vital role of liaison officer to the Explosives Department. Eventually, the Engineering Department committed more than 90 percent of its personnel and resources to plutonium construction.
Metallurgical Project
In 1943, shortly after Du Pont had established its TNX Division, Arthur Compton, faced with the rapid growth of the plutonium research program, extensively restructured and expanded its administrative organization. By October, the plutonium organization,
now designated the Metallurgical Project,19 comprised the Metallurgical and Argonne laboratories at Chicago; the newly designed Clinton Laboratories (cover name for the plutonium semiworks) at the Tennessee site; and the many research programs under way at other institutions – eventually seventy – in the United States.
Giving up his dual position as chairman of the Metallurgical Laboratory and its Executive Committee (which he abolished), Compton became director of the Metallurgical Project and appointed three associate directors: Norman Hilberry, his former student and longtime personal assistant, as associate director for research;20 Robert S. Stone, from the University of California at Berkeley, as associate director for health matters; and Wilbur C. Munnecke, from the University of Chicago, as associate director for administration. At the same time, using the Metallurgical Laboratory Technical Council as a basis, he established the policy-making Metallurgical Project Council and, as council members, selected twenty-five leading staff scientists from the subordinate laboratories.
The Metallurgical Project was from its initiation “a novel enterprise” for Arthur Compton, who, even before the reorganization of the plutonium program, had realized that its ultimate success in producing some hundreds of pounds of plutonium for the wartime needs of the atomic project was dependent on coordinating the resources and talents of literally thousands of scientists and technicians. He had made a substantial beginning toward attaining the program objective in 1942 through the organization and operation of the Metallurgical Laboratory, and now he endeavored to assure its success by providing in the Metallurgical Project the organization with the means to carry through to completion the research, development, design, and engineering of the plutonium facilities.
District Area Offices
Starting in late 1942, as the scientific and industrial elements of the plutonium program rapidly expanded, the Army responded by enlarging its own organization for overseeing the program. As each major element began to function, the Manhattan District established an area office for it. By early 1943, area offices were operating in Chicago, Clinton, and Hanford; at Du Pont headquarters in Wilmington, Delaware; at the heavy water plants in British Columbia, West Virginia, Alabama, and Indiana; and at the larger research programs in progress elsewhere in the country,
such as at Iowa State College in Ames.21 (See Chart I.)
In the early phases of plutonium development, the Chicago and Wilmington area offices were the largest and most important. And once Du Pont started construction of the plutonium semiworks in Tennessee, the district engineer enlarged Major Peterson’s Chicago area responsibilities to include the Clinton installation. After visiting the site, Peterson set up a Clinton branch of his Chicago area office, designating it the TNX Operating Division. In August 1943, when the District headquarters moved from New York City to Oak Ridge, this division became the Clinton Laboratories Division as a result of a major administrative reorganization. Peterson, while continuing as the Chicago area engineer, assumed additional responsibilities as the new division chief but turned over immediate supervision of the plutonium semiworks to his new assistant, Captain Grafton, who had been with the recently abolished Clinton Area Engineers Office, until he (Peterson) could relocate to the Tennessee site. To handle most of the routine administrative services for the Chicago area ‘office, the District headquarters furnished the area office’s new division with a token staff of three District officers, five (later nine) technically trained enlisted men, and five civil service employees. By late 1943 and early 1944, with the shift from research and development to construction and operation of the large-scale production plant, the area office at Hanford expanded rapidly while those at institutional research centers reduced their activities and staffs.
The precise character of the administrative relationships between the Chicago, Wilmington, Hanford area offices and the Manhattan District headquarters in Oak Ridge varied considerably. Certain factors, however, tended permanently to influence this relationship. One of these was geography. The stringencies of wartime travel and communications and Hanford’s relatively isolated location resulted in the area engineer, Lt. Col. Franklin T. Matthias, having a good deal more administrative autonomy, at least in routine matters, than Peterson in Chicago or Maj. William L. Sapper in Wilmington. Matthias maintained a permanent liaison official, Mr. H. J. Day, in the Oak Ridge office to keep him informed on current Manhattan developments and to serve as a channel for expediting action on Hanford requests. By way of contrast, the Chicago office always maintained a much closer day-to-day relationship with the District headquarters, particularly after Peterson began spending a major part of his time in Tennessee as of late 1943.22
While the Chicago area engineer supervised plutonium research and development activities, the Wilmington area engineer had primary responsibility for monitoring plutonium engineering and design, with a secondary assignment of supervising Du Pont’s feed materials program at the company’s Chambers Chemical and Dye Works in Deep Water, New Jersey. Design activities centered in Wilmington, where the Du Pont design staff and visiting Metallurgical Project scientists collaborated on the engineering blueprints and specifications for the plutonium facilities in Tennessee and Washington State. Review and approval of these designs before their dispatch to company engineers at the Clinton and Hanford sites constituted the most important tasks of Major Sapper’s Wilmington staff, which, much of the time, received assistance from personnel who were temporarily detailed from the Hanford area office. Because close coordination between the Wilmington and Hanford area offices was essential on all matters relating to construction and operation of the production plant, Sapper reported to the district engineer through Colonel Matthias.
A civil engineer with considerable experience in civilian construction, Colonel Matthias recruited both military and civilian personnel, many from other Corps of Engineers projects, to form the operating nucleus (more than five hundred personnel by 1944) of a burgeoning office organization. To complement Du Pont’s field construction organization at the Hanford site, Matthias established major divisions to monitor the many construction-related activities of the prime contractor and its numerous subcontractors. Similarly, to reflect the reorientation of plant activities when Du Pont converted its construction organization into one for plant operations, he revamped the Hanford area office by expanding the production division; by forming a new engineering and maintenance operations division; and, to the extent necessary, by reorganizing the security, safety, labor relations, fiscal audits, and community affairs sections.23
Army-Du Pont Administration
The Army-Du Pont plan for coordinating and controlling project activities at the Hanford Engineer Works (HEW) illustrates the way in which District and TNX officials went about jointly administering the plutonium production program.24 On matters of general policy, TNX executives could consult with Colonel Nichols, to whom Groves had given broad responsibility for plutonium construction and production, or, if necessary, directly with Groves – but only after informing Nichols. On nonpolicy matters, TNX officials were to communicate with Colonel Matthias (or, where
appropriate, with Lt. Col. H. R. Kadlec, his construction chief); or Major Sapper at Wilmington; or Maj. James E. Travis at District headquarters, who in 1943 headed the Service and Control Division at Oak Ridge.
On questions relating to nonpolicy matters submitted by Matthias, Kadlec, and other staff members, Du Pont’s officials at the Hanford site could make decisions, furnish information, or provide recommendations as they saw fit; when necessary, they could consult with their department or division in Wilmington by teletype. In those instances when the Hanford area engineer or his staff members were dissatisfied with results of inquiries directed to the Du Pont field staff, they were authorized to communicate directly with Roger Williams or Granville Read or with Major Sapper.
Inevitably, many problems arose that could not be readily resolved by the local area engineer, or even by the district engineer, and the majority of these ended up on General Groves’ desk in Washington, D.C. Most often they involved important policy decisions or required extensive negotiations with other wartime agencies. For example, during the design and construction phases of the plutonium project, Groves had to deal with problems of electric power supply at Hanford, acute shortages of essential workers at both the Hanford Engineer Works and Clinton Laboratories, deferment of key civilian scientific and technical personnel, and procurement of a great variety of materials and equipment. Groves and his small liaison staff frequently intervened personally to expedite solutions. In a comparatively few cases, problems had to be resolved by the Military Policy Committee or by special reviewing committees that Groves appointed. Typical was the heavy water research and experimentation program, which required an investigation by a reviewing committee and a decision by the Military Policy Committee to determine the scope of this program and the extent of interchange with the Canadians that was permissible.25
Beginning in late 1942, the combined efforts of Groves, Compton, Greenewalt, and Williams facilitated effective Metallurgical Project-Du Pont collaboration through an interchange of both expert personnel and scientific and technical information of all kinds.26 To explain the Metallurgical Laboratory scientists’ preliminary helium- and water-cooled pile designs to Du Pont’s TNX staff, Compton dispatched the respective pile research teams to Wilmington. While most of the Chicago scientists stayed at Wilmington only for a limited time, at least one young physicist, John A. Wheeler, who was an expert on pile development, became a permanent member of the Du Pont design staff. The design teams from Wilmington that visited the Metallurgical Laboratory in November were the vanguard of many others who, in subsequent months,
followed periodically to confer with the Chicago scientists about the latest developments in the pile process. Greenewalt, too, regularly spent extended periods in Chicago (and, later, at Clinton) and assigned Du Pont physicist J. B. Miles as his permanent representative at the Metallurgical Laboratory. Both Greenewalt and Miles, when they were in Chicago, attended meetings of the Metallurgical Project Council and regularly conferred with the laboratory group leaders.
The frequent interchange of expert personnel gradually became a key feature of the collaboration, extending eventually to include not only exchanges between the Chicago scientists and Wilmington designers but also between the Wilmington designers and the Clinton researchers, and among the Clinton, Chicago, and Hanford scientific staffs. While Metallurgical Project scientists on occasion complained bitterly that the Du Pont design staff was not consulting adequately with them on some matters, on the whole the interchange appears to have been one of the most essential and profitable aspects of the collaboration.
Consistent with the plan to employ the Metallurgical Project essentially as a Du Pont research and development division, the plutonium project leaders incorporated into the Metallurgical Project-Du Pont work relations agreement certain special provisions to ensure a continuous and adequate exchange of scientific and technical information. The Metallurgical Project scientists regularly sent copies of pertinent reports to the Du Pont design team; in turn, the Wilmington designers kept the Chicago and Clinton researchers fully informed on current layout and process design decisions, all of which then had to be approved by appropriate members of the Metallurgical Project staff. A further interchange occurred when Du Pont submitted completed blueprints and process drawings to the district engineer for the usual contract review. The district engineer, in compliance with the work agreement, then sent the completed designs to the Metallurgical Project staff for final approval of the scientific and technical aspects.
The Semiworks: Clinton Laboratories
In the early months of 1943, while design groups were still developing pile process designs and engineering specifications, Du Pont construction workers began building the plutonium semiworks – in April, for security reasons, officially designated Clinton Laboratories – at the Clinton Engineer Works in Tennessee. The semiworks site, consisting of 112 acres and officially named the X-10 area, lay between two ridges along a small creek in the isolated Bethel Valley, some 20 miles southwest of the town of Clinton and about 10 miles southwest of the planned community of Oak Ridge. Tentative plans for the semiworks (they would be altered and expanded several times during the period of construction) called for an air-cooled uranium-graphite pilot pile and chemical separation plant,27 as well as an extensive
research laboratory and a number of support, training, and administrative facilities.
Construction
In his February 1943 progress report to General Groves, District Engineer Marshall set 1 July as the construction completion date for the plutonium semiworks.28 The X-10 pile and separation plant had to be put into operation as quickly as possible, to provide not only the design and operational data for the Hanford production plant but also the small quantities of plutonium so urgently needed for ongoing research and testing. Furthermore, the facilities were required to train key Du Pont employees in the techniques of plant operation.
Pending completion of engineering designs for the permanent installations, and less than a month after Du Pont had signed the letter contract (8 January 1943), company construction crews began building the temporary, service, and utility facilities. In March, other Du Pont crews began work on the permanent installations, starting with the chemical separation plant. Even though Greenewalt, who was supervising design of this plant, had not yet reached a decision on which of several chemical processes would be employed in it, the Wilmington design teams had accumulated sufficient engineering data to permit a start on its basic components. As these neared completion in the late summer, Greenewalt decided to employ the bismuth phosphate separation method, which required installation of miles of pipe as well as other process apparatus. By early fall the chemical plant was ready for test operations, but these could not be carried out until the pilot pile produced irradiated uranium slugs.
Construction work on the pilot pile did not progress as swiftly and expeditiously as that on the separation plant, because the Du Pont design staff did not complete the engineering blueprints for the air-cooled pile until the end of April and crews excavating the pile site unexpectedly struck a large bed of soft clay, necessitating installation of much more foundation work than had been anticipated. It was June before construction crews started pouring concrete for the 7-foot-thick walls of the pile’s great outer shell, which would prevent escape of radioactive emissions, and late summer before they completed them. Thousands of holes pierced the front facing of the shell, to permit insertion of uranium fuel’ slugs. The side and rear walls and the massive top also had numerous openings of varying sizes and shapes, to accommodate experimental and operating equipment built into the pile. The outer shell finished, technicians began to assemble the pile itself, putting
into place hundreds of carefully machined graphite bars to form its inner core – a structure measuring 24 feet square and weighing an estimated 1,500 tons. In the meantime, other workmen constructed the four-story concrete and wood building to house the pile and its auxiliary facilities – a control room, a small “hot” laboratory equipped to handle radioactive materials, and a core removal area.
In spite of constant pressure by General Groves on Du Pont’s Engineering Department, completion of the Clinton Laboratories was slow, primarily because of the extent of the support and training facilities the semiworks required. Because of the isolation of the Bethel Valley X-10 site from the Y-12 (electromagnetic), K-25 (gaseous diffusion), and S-50 (liquid thermal diffusion) areas, Du Pont had to provide the semiworks with its own machine shops, water supply and treatment installations, a steam plant, storage areas, and classrooms and laboratories for training. A number of other factors beyond the control of company officials also contributed to serious delays. The addition of installations not included in the original engineering designs and major alterations in building plans doubled the amount of construction. Furthermore, building schedules could not be maintained in the face of persistent shortages in both common and skilled labor in the region adjacent to the Tennessee site that, despite efforts, grew worse in late 1943. Unsatisfactory housing and commuting conditions aggravated these shortages by increasing absenteeism and worker turnover. Finally, there were the chronic wartime difficulties in procurement of essential building materials.29
The Army, endeavoring to assist Du Pont in overcoming specific bottlenecks, achieved its greatest success in expediting materials and equipment procurement. For example, when Du Pont found that its standard 5-cubic-yard trucks for hauling ready-mixed concrete were too heavy for the poor condition of the entrance road at the construction site, the Clinton area engineer obtained on short notice enough lighter trucks from the St. Louis District to do the job. Similarly, the area engineer’s procurement staff arranged for the transfer of steam boilers, an item in extremely short supply, from a Du Pont plant near Nashville to the X-10 site. In another instance, when the quarry at the site failed to supply all the crushed stone needed, the area engineer secured authorization for Du Pont to pay a higher rate for material required in road construction, thus enabling the company to purchase additional amounts from sources available outside the reservation.30
The Army’s resolution of procurement problems enabled Du Pont to meet the District’s revised schedule for completion and start-up operations of the semiworks, which General Groves optimistically predicted in his October construction progress report to Maj. Gen. Wilhelm D. Slyer,
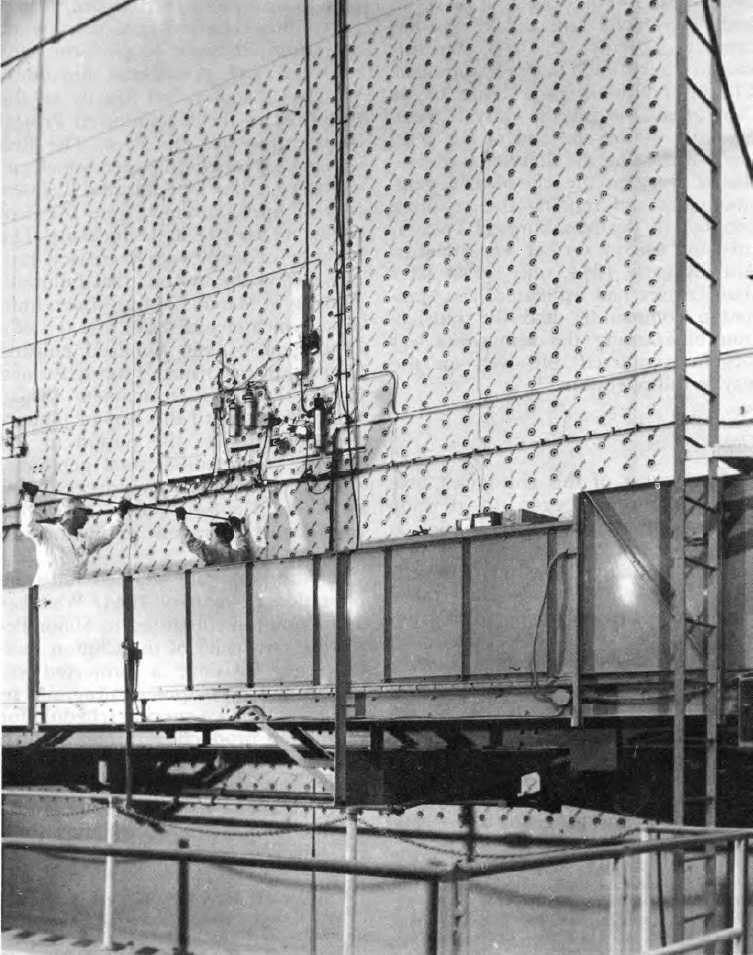
Clinton Laboratories pilot pile at CEW. Workers are inserting a uranium slug in the east loading face of the graphite pile
the Army Service Forces chief of staff,31 could be expected by mid-December. Events in the ensuing months bore out Groves’ optimism. Clinton Laboratories workers began “charging” the pile in early November and, before the end of the year, were processing the first batch of irradiated slugs in the chemical separation plant and sending the resulting product to the Metallurgical Laboratory for use in further experiments. And by early 1944, only weeks later than Groves had estimated, the Manhattan commander had the satisfaction of knowing the semiworks was largely completed and well on the way to full operation.32
Operation
As director of the plutonium program, Compton began to develop plans for operating pile facilities at the Tennessee site as early as September 1942. He asked physicist Martin D. Whitaker, who had taken part in the early planning for a laboratory at the site, to select Metallurgical Laboratory staff members to serve as the nucleus of the X-10 operating organization. While witnessing the ongoing planning and construction of the Clinton Laboratories in the ensuing months, Whitaker and his staff made the necessary preparations for its future operation, giving a high priority to manpower recruitment.33
To obtain the requisite number of operating personnel to perform both industrial and managerial functions, Whitaker’s staff relied heavily on the resources of the Metallurgical Project laboratories and Du Pont. The first permanent operating personnel arrived from the Metallurgical Laboratory in April, at which time Du Pont began to transfer its technicians. The number of employees increased rapidly during the months that followed, peaking in March 1944 at fifteen hundred, which included the first ten of a contingent of one hundred enlisted men from the District’s newly formed Special Engineer Detachment (SED). From March until the end of January 1945, which was the period of full semiworks operation, total personnel (that is, permanent employees, trainees for Hanford, and the SED contingent) averaged about thirteen hundred.34
As the pilot pile attained full-scale operation in January 1944, Whitaker and Compton submitted to Major Peterson, now chief of the Clinton Laboratories Division, a projected research and development program. In it they outlined a specific schedule for plutonium production through March ‘and, in some detail, emphasized that more than 75 percent of the laboratories’ 160-man technical staff would concentrate on product isolation studies, which were essential for Hanford
operations, and only 12 percent on product production. Peterson approved the program, without major changes, as the basis for semiworks operation that would contribute most effectively to the continued development of large-scale plutonium production.35
Soon after the pilot pile began operating, the Clinton Laboratories operating staff introduced certain design modifications with the goal of achieving greater pile productivity. Month by month, as the staff raised the efficiency of pile operation, Colonel Nichols kept General Groves informed of the increased output. By May, the pile was operating at a power level of 1,800 kilowatts, almost double that conceived by its designers, and the addition of two large fans in June and July significantly raised the level to 4,000 kilowatts.36
These increases would have been to no avail, however, had the separation plant failed to perform as anticipated. The operating staff remained very uncertain about the success of the chemical plant, because process designers – lacking more than minute amounts of plutonium – had not been able to make adequate laboratory tests of either the bismuth phosphate or alternate lanthanum fluoride separation method, so by early 1944 plutonium project officials were greatly relieved when the separation plant produced a small amount of relatively pure plutonium out of the first batch of slugs from the pile. In February, with the pilot pile producing irradiated uranium at a rate of one-third of a ton each day, the district engineer estimated that plutonium production for the first month of the separation plant’s operation would total over 500 milligrams. During the next five months of operation, the operating staff introduced occasional modifications that eventually increased the efficiency of the separation plant from 40 to over 90 percent. The plant operated as a production unit until January 1945, when enough plutonium had been produced to meet project needs. The Clinton Laboratories then undertook experiments with other irradiated materials as fissionable fuel. At this stage the separation process was no longer required and the plant, which had processed a total of 299 batches of uranium slugs, ceased operations.37
In addition to testing and operating the pilot pile and separation plant, the Clinton Laboratories technical staff supplemented the Metallurgical and Argonne laboratories staffs’ efforts to find solutions to the many day-to-day problems that arose directly out of the design, construction, and operation of the Hanford plants. For example, the Clinton staff had an active role in improving the canning of uranium slugs, including development of techniques to detect failure and tests to ascertain the effects of
water corrosion. They also studied high-neutron absorption by certain fission products produced in pile operation, a phenomenon that might cause the pile to become inoperative. But from a study of two of these products, samarium and gadolinium, they concluded that these rare elements would not lead to shutdown of the pile. They failed, however, to observe that another of the neutron-absorbing products, a radioactive isotope of the rare gaseous element xenon, was a far more potent poisoning agent. The Clinton staff used the pile, too, for testing materials to be employed in construction of the Hanford piles, including aluminum, graphite, brass, neoprene, bakelite, concrete, and masonite (for shielding).38
With completion of the essential aspects of the Clinton Laboratories program, which ran for more than two years (1 March 1943–30 June 1945) and cost approximately $12.3 million ($6.8 million just for salaries), the University of Chicago was anxious to be relieved of its responsibility as operator of the plutonium semiworks – a role it had accepted, but with the greatest reluctance. Acceding to the university’s request, General Groves discussed with Compton the question of transferring operations of the laboratories to an industrial firm. Their choice was the Monsanto Chemical Company of St. Louis. Groves delegated to Charles A. Thomas, a company official who had been associated with the atomic project in various capacities and was currently coordinator of chemical and metallurgical work at Los Alamos, the task of carrying out negotiations. On 2 May 1945, Thomas and Groves met with other company representatives to approve an agreement under which Monsanto would take over operations of the Clinton Laboratories from the University of Chicago on 1 July. On this date, Monsanto activated a special division to handle general administration, appointing Thomas as division head, and Martin Whitaker assented to stay on as director of the laboratories, now to oversee operations for the production of experimental materials, such as radioactive isotopes, and the conduct of radiation research.39
The Hanford Production Plant
While Du Pont was building the semiworks, its TNX Division was moving ahead with plans and preliminary preparations for construction of the production plant. As soon as the Army acquired the site, both the TNX chief and Hanford area engineer set up field organizations that promptly began overseeing the formidable task of establishing, in the vast and remote semidesert region along the Columbia River, the support facilities essential to construction and operation of a highly complex industrial enterprise. Except for railroads and power transmission lines, these facilities were almost entirely lacking, and Du Pont and the Army had to devote many months and considerable manpower and materials to providing them before construction could begin on the plant’s permanent structures.40
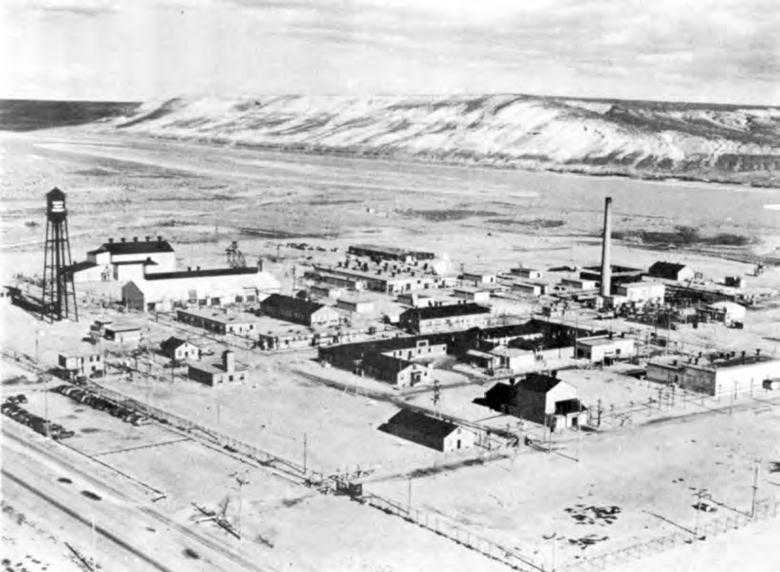
Clinton Laboratories, consisting of the large pilot pile building, the chemical separation plant (structure directly to the rear), and other support facilities
Consequently, during much of 1943, Du Pont and its subcontractors extended and improved existing roads and railroads, power and telephone lines and sewer and water systems. They built temporary facilities that, because of the remoteness of the site and also the safety and security requirements, had to be unusually extensive, including the Hanford camp for construction workers, numerous buildings to house Du Pont and Army administrative personnel in the field, and a variety of shops. Thus, at White Bluffs, adjacent to the site selected for the plutonium separation plants, they built shops to fabricate concrete pipes, masonite panels, and steel plate sections; at Hanford, near the construction camp, erected a shop to shape, cut, bore, face, and test graphite; and at strategic points in the plant construction area, installed five concrete plants. In addition, they provided repair and maintenance
shops, including those for railroad, automotive, electrical, and construction equipment.
Du Pont and the Army also were able to begin some work that related directly to the construction of the production plant. For example, the Army’s Seattle district engineer supervised soil tests and borings at the sites selected for the permanent plant facilities. These tests and soil samples provided Du Pont field engineers with essential data on the weight-carrying capacities of the ground, especially significant because many of the plant installations were enormously heavy; on rock formations likely to cause difficulties in excavation work; and on the availability of aggregate for making concrete. Field survey teams inspected existing transmission lines and road nets in the plant areas, reaching the conclusion that these facilities were adequate to meet the requirements for the earliest phases of plant construction. The area engineer and Du Pont were able to agree on optimum locations for most of the major plant installations, taking into account also safety, security, transportation, availability of river water, and other related factors.41
Construction
Decisions on the character and location of various plant installations deviated surprisingly little from the general layout of the production plant developed back in mid-December 1942 to serve as a guide in site selection. These early plans had projected initial construction of at least three pile and two separation units, with provision made for the addition, if need be, of three more piles and another separation unit. In the main, such changes as the Du Pont design team did make reflected the subsequent decisions to employ water cooling rather than helium for the graphite piles and a bismuth phosphate precipitation method in the separation units.42
The specific layouts provided for seven separate process areas, six of them located generally in the northern half of the 400,000-acre Hanford reservation and the seventh in a sector directly north of the operating village of Richland in the southeastern corner of the reservation (Map 4). The three production piles were located at the points of a triangle formed by a bend in the Columbia River near White Bluffs. Designated as the 100 B (West), 100 D (North), and 100 F (East) Pile Areas, each was about 1 mile square and, for reasons of safety, about 6 miles distant from any neighboring installation. About 10 miles directly south of the pile sites were the three separation process areas: 200 W (West), 200 E (East), 200 N (North). In the West Area there were two separation plants, with a mile of open desert between them; in the East Area, only a single separation plant; and in the North Area,

Hanford Engineer Works, Washington, 1943–1945
only the lag-storage facilities for holding the pile-processed uranium metal until natural decay reduced its radioactivity to a point where it could be sent to the separation plants. In the seventh process site – the 300 Area – were the metal testing and fabricating facilities for preparing uranium to be charged into the piles.
In scheduling construction of the various permanent installations, Du Pont gave priority to the 300 Area, for it included many installations that were essential both to building and operating the rest of the plant. Here, for example, were facilities for testing many of the building materials to be incorporated into the piles and separation units, for preparing uranium metal to be charged into the piles, and for assembly and calibration of instruments to control production operations and protect workers against radiation. One of the buildings housed an operating test pile. Another held the machines that “canned” uranium in metal containers to be inserted for processing in the piles.
In spite of the high priority, however, Du Pont experienced great difficulty in meeting building schedules in the 300 Area. Stabilizing designs was the most frequent cause of delay, attributable primarily to the lack of previous experience. Related to the design problem was the frankly experimental character of many of the facilities. Other factors slowing construction were the shortage of skilled labor and the classified nature of much of the work, requiring restriction of access to the 300 Area. Yet construction crews pressed forward during the summer and fall of 1943, turning to the area engineer for assistance. Through Army intervention with wartime labor officials, the company secured permission for double work shifts of nine hours on urgently required buildings. It also obtained special handling in procurement of certain materials. It let subcontracts, which the area engineer approved, to firms with specially qualified personnel and equipment and speeded up procedures for approval and issue of designs. These various expedients, however, were never quite sufficient to overcome the bottlenecks, and work in the 300 Area remained consistently behind schedule.43
In the three pile areas and the 300 Area, Du Pont faced the problem of erecting a great variety of facilities. Each pile area comprised an industrial complex made up not only of a production unit but also of support elements. The latter included equipment for pumping vast amounts of water from the nearby river and subjecting it to treatment to make it suitable for cooling the piles. It also included refrigeration and helium-purification units and extensive storage facilities. Each area, too, had its own facility to provide steam and some electricity. Most of the support elements had to be housed in large industrial-type buildings, some of them with tall stacks and water storage tanks on high steel-frame towers.
For the experienced Du Pont engineers and foremen, much of the work was sufficiently conventional to present no serious problems other
The 300 area at HEW, where Du Pont workers manufactured uranium, slugs and tested materials for the piles. The slogan on the water tower reads, “Silence Means Security.”
than those attributable to geographic isolation and wartime conditions. The exception was the production piles. Housed in concrete structures rising more than 120 feet from the flat desert floor, these great machines for transmuting uranium into plutonium presented construction problems never encountered before, even by Du Pont’s highly competent field forces. As in the 300 Area, but on a far vaster scale, the construction crews not only had to cope with almost day-to-day changes in design and specifications but also to adopt many expedients based upon results of tests, construction experience, and limitations of materials.
Using water as a coolant required installation of a complex system of river pumps; purification, aeration, and distillation units; and retention basins for holding radioactive water until natural decay permitted its return to the Columbia. Because keeping the piles at a proper temperature was crucial, plant designers included a refrigeration unit in both the North (100 D) and East (100 F) Areas as a precautionary measure to cool river water during the summer months; however, to save time, they
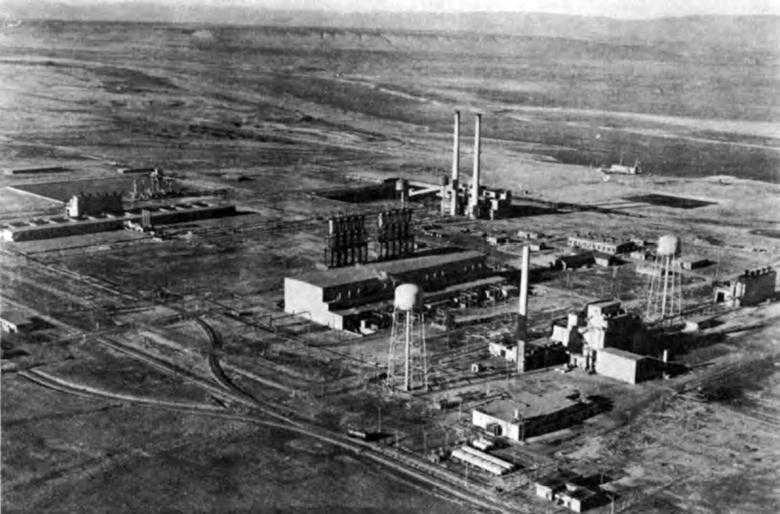
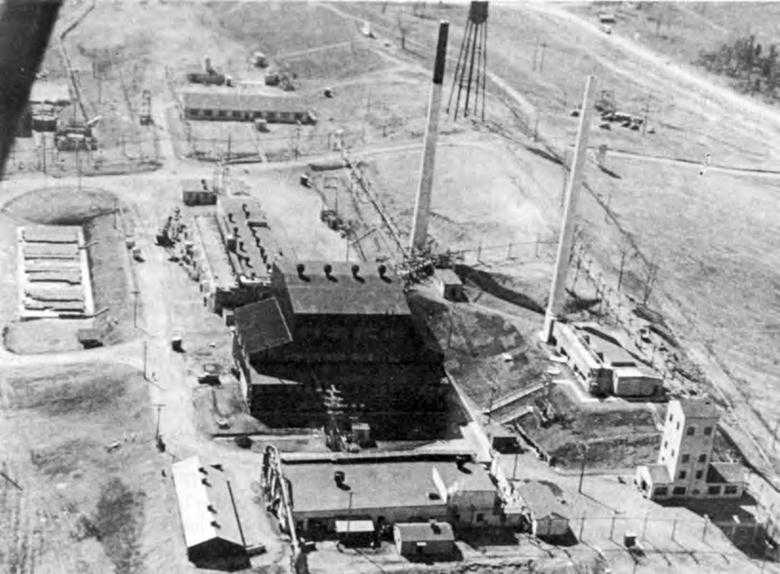
The 100 B pile area at HEW, consisting of the production pile (building with single stack), the steam-electric plant (building with twin stacks), the pump house (on the Columbia River), and other support facilities
did not provide this unit in the West (100 B) Area, gambling on the chance it might not be necessary.44
Completion of at least one pile and a separation unit would start production of urgently needed plutonium. Accordingly, Du Pont and Army officials agreed to give the West Pile Area priority, concentrating the limited materials and manpower available to expediting its construction. Late in 1943, they scheduled the West Pile for operation by June 1944, but by February, with the plant only 27 percent complete, they rescheduled the start-up date to mid-August. At the same time, they established later completion dates for the North and the East Pile Areas.
The pace of construction, however, was disappointing. In general, the factors that slowed construction in the 300 Area also adversely affected the pile areas – the isolated location of the Hanford reservation, aggravating shortages of manpower and essential materials, the uniqueness of much of the construction, and the continuing need for alterations in orginial designs and specifications.
As in the 300 Area, the Army gave its approval to Du Pont’s various expedients to speed up construction. The company instituted shift work in September 1943, at the same time extending the regular work week to six nine-hour days (in some cases, manual labor temporarily put in ten hours a day, seven days of the week). It let more than thirty subcontracts to firms that would carry out specialized aspects of the job – for example, boiler and elevated tank erection, pipe work, concrete block and cement brick construction, channel excavation – and thus gained access to desperately needed manpower and equipment. And Du Pont repeatedly turned to District procurement personnel in Hanford, Oak Ridge, and Washington, D.C., for assistance in obtaining a great variety of scarce materials and equipment, including such items as solenoid valves, synthetic cable, and stainless steel fittings and valves. The Army also expedited shipment of many crucial items from suppliers distant from the isolated site, authorizing use of air and rail express, trucks, and even the Army Air Forces’ Air Transport Command planes. The Army, too, allowed Du Pont’s TNX Division to ease the persistent design bottlenecks by sending out special personnel to work in the division engineer’s office at the West Pile site, authorizing them to make on-the-spot minor alterations without clearing them with the home office.
By spring of 1944, these expedients and a gradual easing of manpower problems brought a decided improvement in the progress of pile area construction. The district engineer estimated that the West Pile Area was nearly half completed, and in September he pronounced it ready to go into operation. Du Pont construction crews failed to meet the scheduled October completion date for the North Pile, requiring an additional two months. Then, with the advantage of experience and a far more adequate supply of labor, they managed to finish the East Pile Area on 10 February, five days earlier than the projected completion date. Weeks earlier, the West Pile had discharged its first batch of “active metal,” and plant workers immediately sent it to the West Separation Area for processing.45
In building the chemical separation facilities, Du Pont crews encountered many of the same problems they faced in construction of the production piles; however, for the most part, the problems were never quite as severe. There was more time to build the separation units, as no irradiated slugs would be ready for processing until weeks or months after the first pile began to operate, and there were fewer installations to build, with a total of thirty-two process buildings in the three separation areas (200 E, W, and N) as compared with fifty-three in the three pile areas. Also, there was less need for changes in specified design, construction materials, and equipment.46
Design problems were a significant factor in delaying the construction of the separation plants. Du Pont design teams could do little toward providing detailed blueprints and specifications until project scientists and engineers reached a decision on the exact chemical process to be employed. Even after the decision to use the bismuth phosphate method, designers had to await additional data from the Clinton separation plant, still under construction. Consequently, in 1943, Du Pont had accomplished little beyond site preparation and excavation in the separation plant areas.
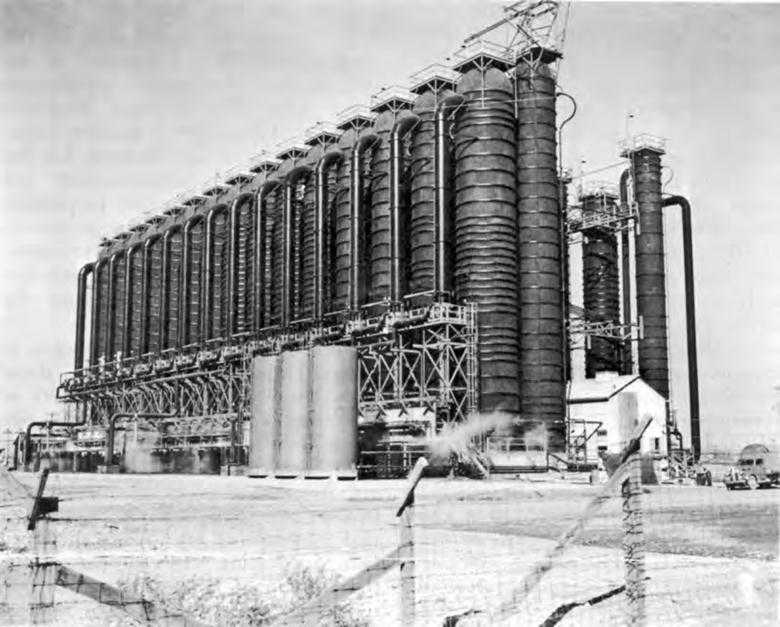
Detailed blueprints and specifications, finally ready by early 1944, projected construction of four separation plants – two in the East Area and two in the West Area (in June, project officials canceled one East Area unit when performance data at the Clinton separation plant indicated it probably would not be needed). Completed layouts provided for a variety of process buildings and supporting facilities. The dominant feature of each plant area was a “cell building,” an enlargement of the six-cell unit in the Clinton plant. Viewed from a distance across the level desert, this massive (800 feet long, 65 feet wide, and 80 feet high) concrete structure resembled an ancient mausoleum. A railroad system interconnected the various facilities and provided the means for transporting the thick-walled portable casks that brought irradiated slugs from the pile areas for temporary storage in the North Area and final processing in the East or West Separation Areas.
Insufficient manpower proved a major problem never fully solved, but partially alleviated by Army-sanctioned reallocation of workers from other parts of the project, very frequent use of shift and Sunday work, and extended hours. Materials shortages, most notably of stainless steel, resulted in serious delays. With District assistance, Du Pont saved three to four months in obtaining stainless steel for more than 700,000 feet of piping; 150,000 bolts; and other equipment. The company saved time, too, by subcontracting (with approval of the area engineer) work on structural steel, railroads, pipe and tank installation, and other aspects of construction.
The disappointing progress in construction reported by the district engineer at the end of December 1943 clearly indicated that his earlier projections had been far too optimistic. Thus in February 1944, Du Pont issued new start-up dates for various elements of the pile and separation areas, which became the basis for subsequent building schedules. Although plagued by continuing delays in delivery of stainless steel, Du Pont completed the two West Area separation plants and the North Area lag-storage facilities in December, in time to accept the first irradiated slugs from the West Pile. Finally, in early February 1945, with the East Separation Area ready to be turned over to operating crews, Colonel Nichols reported to General Groves that the Hanford Engineer Works was substantially completed.47
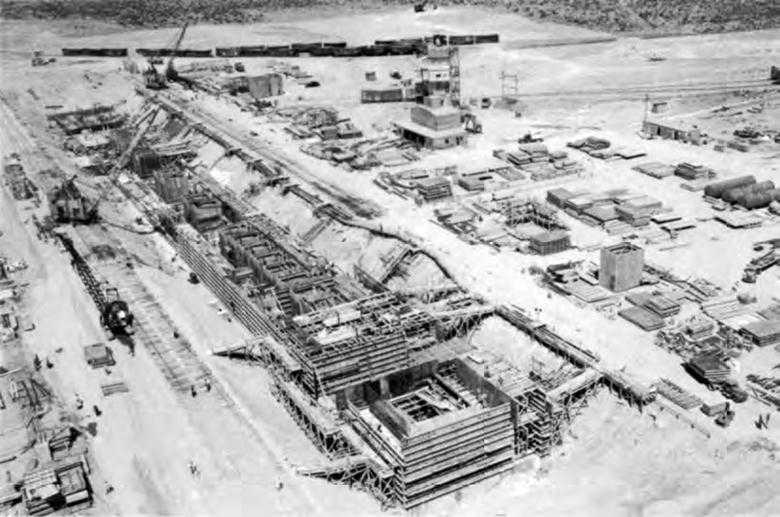
Chemical separation plant under construction at HEW
Operation
Although construction crews were months away from completing all of the major elements of the plant, Du Pont operating crews took the first step in starting plant operations when they began charging the West Pile with aluminum-covered uranium slugs on 13 September 1944.48 As with the electromagnetic and diffusion plants at the Clinton Engineer Works, production of plutonium at Hanford was a highly technical operation, carried out, for the most part, by an operating force comprised of Du Pont engineers, technicians, and trained plant personnel. The Army had only a limited role in plant operations, its primary function being to maintain those conditions in the plant areas and Richland village community that would enhance in every way possible production of plutonium. To this end, the Hanford Area Engineers Office continued to provide most of the services instituted in the period of site development and plant construction, including security, safety, transportation and communications, personnel and materials procurement, fiscal and contract review, and community support.

Completed chemical separation plants (foreground and background), serviced by the twin-stacked steam-electric facility
In mid-August, Du Pont operating personnel began taking over the West Pile building, although construction crews continued to work in the area. On the seventeenth, Colonel Matthias notified Colonel Nichols at Oak Ridge that he thought “anytime after the 27th of August would be a good time to come out for the initial starting operations.” Both Nichols and Groves found reasons for visiting: ostensibly, as project officials, to confer on labor and safety problems; tacitly, as engineers, undoubtedly drawn by the natural desire to see near completion a project to which they both had devoted many months of effort. Groves arrived on 1 September and Nichols on the following day. Matthias took each on a personal inspection tour. Both gave special attention to the crucial preparation of the uranium fuel. They were pleased to learn that a welding process had largely eliminated leaks in the cans, or slugs that held the uranium fuel, a problem that for many months had posed a threat to the whole process.49
Neither Groves nor Nichols could be present on 13 September, when the plant workers started up the West
Area production pile for the first time. But Colonel Matthias was on hand, as were Compton and Fermi from the Metallurgical Project and Greenewalt and Williams from Du Pont. In a scene somewhat reminiscent of that dramatic occasion when Fermi had achieved the first controlled chain reaction, the redoubtable Italian physicist inserted the initial uranium fuel can into the production pile at 5:43 P.M. Thus began the slow procedure, interrupted by many tests that would bring the pile, on the fifteenth, to that level of reactivity known as dry critical. At this stage, without cooling water present in the fuel tubes, the pile contained enough uranium to sustain a chain reaction. Up to this point the pile was performing precisely as anticipated.50
For the next few days the loading crews, under Fermi’s guidance, inserted additional slugs, building up to the number he estimated would be required for the pile to be reactive with cooling water in the tubes. They reached this number – actually 838 tubes loaded – late in the afternoon of 18 September and began final tests of the cooling system. These tests and other measurements continued for several days, until shortly before midnight on the twenty-sixth. At 10:48 P.M., with more than 900 of the 2,004 tubes loaded, they started withdrawal of the control rods to begin for the first time plutonium manufacture on a production scale. But to their surprise, when they tried to increase the power level, the level of reactivity began to decline and, by 6:30 P.M. on the twenty-seventh, the pile shut down completely. Colonel Matthias immediately informed General Groves, who was visiting the Radiation Laboratory in Berkeley. Arriving in San Francisco on the thirtieth, Matthias explained to Groves that the pile operators at first believed that water, or some other neutron-absorbing substance, had leaked into the pile. Yet when they found no evidence of this, they concluded that unanticipated buildup of a fission byproduct had inhibited reactivity of the pile. Matthias suggested to Groves “that certain of the high-ranking scientists come out to Hanford immediately to supervise corrective action.”51
Meanwhile at Hanford, Greenewalt had turned to the Metallurgical Project scientists for an explanation. Nothing in the Clinton operations seemed to provide an answer, but the Argonne staff discovered that when they ran the heavy water pile at its highest power level for a period of twelve hours (which they had not previously done), its reactivity first rose and then declined following a pattern similar to that observed at Hanford. The data from the Argonne pile also confirmed that the “poisoning” of the pile was caused by one of the fission by-products, a radioactive isotope of the rare gaseous element xenon. At a meeting with Compton and Metallurgical Project scientists in Chicago on
3 October, Groves was highly critical of the scientists for not having discovered a phenomenon that might well prevent production of sufficient plutonium in time to be used in the war. Sensing the gravity of Groves’ words, Compton left immediately for Hanford so that he could take direct action.52
By the time Compton reached Hanford on the fourth, operating personnel working under Greenewalt, Hilberry and others had found that by adding more uranium slugs to the pile charge they could increase the power level without inducing a decline in reactivity. This demonstrated that pile operation at a higher power level overcame the dampening effects of xenon poisoning, but it still did not tell the pile operators how much more uranium they would have to load into the pile to raise the power level to that point where it would efficiently produce plutonium. Nor did it indicate whether the existing controls and instrumentation of the pile were adequate for such operation.
For answers to these critical questions they had to carry out a time-consuming series of tests. They gradually increased the uranium load, carefully checking and adjusting the complicated control devices and instruments of the pile. By late November, they showed conclusively that by fully loading the pile, including slugs in the extra tubes that Du Pont’s conservative designers had installed against the advice of the scientists, the pile would operate at its designed power level. As a final precaution, the operating personnel tried operating the 100 D pile (completed in November) with uranium in all tubes, but without cooling water. The success of this dry critical test clearly demonstrated that the 100 B pile, with the added protection of cooling water, was likely to function as designed. On 28 December, the 100 B pile, with all its 2,004 tubes loaded went into operation, marking at last the start of full-scale production of plutonium.53
Xenon poisoning and uranium canning problems were not the only technical difficulties faced by Du Pont’s operating personnel as they took over control of the other units of the plutonium production plant. But none of the other start-up problems posed so serious a threat to the effective operation of the plant, and Du Pont engineers found solutions adequate to eliminate or counteract their adverse effects upon the plutonium production process.54
With attainment in March 1945 of full-scale production at Hanford, the plutonium project leaders turned with renewed energy to establishing firm production schedules and to reaching agreement on final specifications for the product. General Groves, aware that the war in Europe was rapidly approaching an end and knowing that the scientists at Los Alamos would soon need substantial quantities of plutonium, arranged with Du Pont to run the two refrigerated production piles above their rated operational level during the spring and summer of 1945. Carried out at some risk, this procedure substantially increased product output and thus provided the plutonium for an atomic device in July and for one of two bombs in August. Through these events, vindication finally came to the atomic project leaders on their late-1942 decision to go ahead with the development of the pile process – a decision that, in the intervening years, when the plutonium program experienced repeated setbacks, may well have appeared to many to have been a serious error in judgment.55
Blank page