Chapter 13: The Development of Better Protection
Just as armies needed mobility and fire power in modern warfare, so, if they were to survive to achieve victory, they had to have the best possible protection from enemy fire. Inasmuch as no war in history has ever been won by defensive tactics alone, the age-old formula decreeing offense to be the best defense still obtained in World War II. But military men recognized that in both offense and defense armor plate on tanks, sheathing on aircraft and helmets and other kinds of body armor were likely to provide valuable safeguards to fighting men. There were, of course, various other ways of reducing combat hazards for troops. For example, the discovery that tank crews were subject to fire within the fighting compartment caused by exploding of shells resting in the ammunition racks led the Armored Force toward the end of the war to develop so-called wet packs, a system of ammunition stowage that surrounded the racks with water. The search for smokeless, flash-less propellants for artillery was aimed at preventing battery crews from exposing themselves to counterfire. Simpler protective measures were the camouflage painting and netting for gun emplacements developed by the Corps of Engineers, the Ordnance Department’s non-light-reflecting finishes for weapons, and, above all, for infantrymen, intrenching tools for digging foxholes. More revolutionary was the increased use of mines to halt enemy attacks. Mines, to be sure, might be listed as weapons, but as their primary purpose was defense, they fell also into the category of protective devices. Besides these means of giving what might be called passive protection, there were the developments of matériel to provide added protection to troops in an advance. Use of smoke shell to screen movements was a familiar method, whereas mine exploders to clear paths through enemy mine fields were a distinct innovation.
Armor Plate
Of all the problems involved in giving fighting men the utmost protection possible, the optimum thickness, quality, and shape of armor plate for combat vehicles was one of the most difficult. When doctrinal change at the end of the 1930s decreed that tanks must be invulnerable to more than small arms fire, the Ordnance Department quickly had to find ways of giving additional protection. Armor was essential not only to safeguard tank crews but also to prevent damage to an expensive piece of equipment. Yet to sacrifice mobility and fire power by affixing excessively
heavy armor plate would be to make the tank unsuited to its combat mission. While armor as such was far from a new device for protecting troops and equipment from enemy explosives and missiles, the race between offensive effectiveness of armor-defeating weapons and defensive effectiveness of steel plate reached an unprecedented pace between 1940 and 1945. Since military operations had become highly mobile, neither men nor equipment could seek safety in the ground as in the years of position warfare in World War I. Combined with the speed of fighting vehicles in evasive action, armor spelled the difference between combat utility and worthlessness and also between life and death for the crews.
At the outbreak of World War II American experience in the manufacture and application of armor was extremely limited. Private manufacturers had virtually no background in the production of steels for armored ground weapons. Inasmuch as Army contracts for this product had been infinitesimal during the frugal interwar decades and public sentiment discouraged research and development on war matériel, Ordnance know-how was similarly restricted. Before Hitler’s steel-clad legions demonstrated otherwise, the users of armored vehicles in the US Army had accepted the theory that armor was meant to stop only small arms fire. Conforming to that concept, protective plate on American tanks, combat cars, and armored cars until 1941 measured a maximum of 1.25 inches in thickness, as contrasted with more than 4 inches at the end of World War II.1 In order to save money, the large majority of vehicles built before 1941 carried not armor but merely mild steel plate. Research and development in the field of armor protection against large-caliber, high-velocity missiles and high-power explosives therefore dated only from the time that United States participation in the war was imminent.
To protect occupants and functional mechanisms of combat vehicles against attack, armor had to possess two principal characteristics: the ability to defeat hostile projectiles, and the capacity to absorb the impact energy of projectiles without rupturing. The two types of armor in use during World War II, face-hardened and homogeneous, had these qualities in different degrees.
Face-hardened armor had primarily a high degree of hardness. As its name implies, it consisted of alloy steel hardened on only one side—the one facing enemy attack. Beneath the hardened outer surface face-hardened plate was relatively soft. While it had the advantage of lending itself readily to the production of a large range of surface hardnesses, it had the drawbacks of being expensive to manufacture, difficult to weld, and requiring from 3 to 5 percent nickel, a material in critically short supply. Rolled alloy steel of this type was used as armor on light combat vehicles and for outer stations on aircraft. But face-hardened plate was unsuitable for large sections such as castings. Against capped projectiles it was ineffective. Furthermore, its toughness factor was relatively low, a characteristic resulting in a tendency to spall—to tear, splinter, or throw off lethal fragments on the inside of the surface under attack. Although specifications for face-hardened armor were changed in late 1942 in an effort to obtain
greater toughness and to limit back-spalling tendencies, subsequent tests showed that under arctic conditions the product was still unsatisfactory in those respects.2
Homogeneous armor had above all a high degree of toughness. Unlike the face-hardened type, it was essentially uniformly hard throughout its depth. It was more quickly manufactured than face-hardened armor and more easily machined and welded. In addition, homogeneous armor could more easily be produced in any desired shape. It could be rolled in the form of plate or cast in the form of complete components such as turrets, gun mantlets, hulls, and rear-drive casings. Because mass production of vehicles in wartime prohibited using the materials, man-hours, and machine-hours needed for processing face-hardened armor, homogeneous armor, which previously had been used only experimentally, came to be adopted as the primary protective material for American combat vehicles. Beginning with the authorization in June 1940 for procurement and test of a cast homogeneous upper hull for the General Grant medium tank, both cast and rolled homogeneous armor replaced the face-hardened type.
Firing experiments showed that at angles upward of 30 degrees homogeneous armor offered substantially the same protection against armor-piercing high-explosive shell that face-hardened plate gave, but the latter was somewhat superior against armor-piercing shot. The contours of castings could readily be made to follow the most favorable ballistic lines, whereas curved surfaces produced by welding segments of flat plate would always offer certain straight expanses more vulnerable to attack. Perhaps even more significant, particularly during the early war years when production was the watchword, was the time saved in the assembly of vehicles. A tank embodying cast major components, such as a turret, could be turned out in materially less time than one in which those components had to be fabricated by welding.
Among the foremost problems in armor research and development during World War II was that of arriving at specifications that guaranteed a satisfactory product without delaying production, the paramount consideration in America’s armament program. Specifications in use between January 1939 and September 1940 contemplated the use of rolled armor plate only. Alloy contents of steel, heat treatment, and methods of fabrication were at the option of the manufacturer, who had to submit to the Ordnance Department samples of each lot for two ballistic tests, one determining resistance to penetration and the other determining resistance to shock. Both tests consisted of firing .30-caliber, ,50-caliber, and 37-mm. armor-piercing shot against the sample plates. While the Ordnance Department considered using both rolled face-hardened and rolled homogeneous plate, the penetration requirements set forth in the specifications were so high that only face-hardened armor met them. By the autumn of 1940 the rapidly changing picture of American needs in fighting vehicles introduced elements necessitating a radical departure from prevailing practices and standards.
America’s new tanks were designed for tactical roles in which they would have to withstand large-caliber artillery projectiles, so that toughness and resistance to back spalling assumed much greater importance than theretofore. Homogeneous
armor consequently came to be used in increasing quantities. Yet because requirements for armor steel increased a thousandfold with the rapidly mounting production of weapons, shortages in alloy metals forced the development of new analyses that markedly reduced the content of critical materials such as nickel, chromium, and vanadium.3 Specifications governing armor steel began to be written not with a view to obtaining a product ideal in every respect, but with the intent of getting the best possible result consistent with the limitations inherent in mass manufacture.
Between 1940 and the end of World War II little in the American armor program remained static. Changes in the composition of armor steels, improvements in obtaining the desired physical properties with the requisite degree of uniformity, and novel testing procedures expediting acceptance of the finished product were introduced whenever and wherever they promised to further the purpose of providing US and Allied troops with better protection. Following experience gained at Camp Shilo, Manitoba, during the winter of 1942–43, for example, the Ordnance Department in cooperation with industry devised two entirely new acceptance tests.
Experiments at Shilo showed that current methods of acceptance-testing armor by means of ballistic attack under normal conditions gave no assurance of satisfactory performance in subzero temperatures. In fact, the very validity of those tests as criteria of good armor became questionable. Face-hardened plate, for instance, turned out to behave unsatisfactorily in extreme cold, and, while homogeneous armor preserved its shock properties fairly well, it likewise revealed an increased tendency toward cracking and back spalling. Ballistic tests, though necessary for accumulating design information, were patently wanting in accuracy for acceptance testing of armor. What were needed were qualitative tests applicable to production inspection.
Early in 1943 the so-called fracture test for steel soundness was developed and eventually became mandatory for determining the acceptability of armor steels. In this test, plate specimens from every heat were hardened and then slowly broken in a press, thereby revealing the presence and frequency of laminations—characteristics conducive to back spalling. A material advantage of this test lay in the fact that it could be applied early enough in the treatment of steel to reject whatever was unfit for high-quality armor. Another test, the fibre fracture test developed by Watertown Arsenal, was made on specimens of plate as well as production plate for the purpose of controlling processing and heat treatment. The specimens were broken with a sharp blow and acceptance or rejection was determined by the structure revealed by the fracture. A fracture dull or fibrous in appearance indicated adequate heat treatment and high absorption of energy before failure. A fracture crystalline in appearance, on the other hand, indicated either unsatisfactory heat treatment or excessive hardness, either of which was indicative of low absorption of energy before fracture.
Other important work on armor and allied problems was done in the field of welding. Because of the wide use of face-hardened steel, which lost its hardness at places subjected to the heat of welding, the interwar years had seen little progress in this method of fabricating combat
vehicles. Armor was commonly joined by riveting, but riveted joints had a number of weaknesses. Studies and test firings at Aberdeen Proving Ground at the outbreak of World War II, for example, showed that heavy machine gun fire drove rivets into the fighting compartments of tanks and there created a hazard fully as lethal as shell fragments. Furthermore, bullet splash entered through riveted joints, and, under the impact of armor-piercing projectiles as small as 37-mm., the joints parted at the seams. Although some of these shortcomings were corrected in ways such as seal-welding rivet heads to the interiors of vehicles, the greater strength of welded joints as well as the time saving in production soon led to the wholesale adoption of welding.4
Only tremendous progress in the development of new materials and techniques-the result of Ordnance teamwork with expert groups such as the Subcommittee for the Welding of Armor of the Ferrous Metallurgical Advisory Committee—made that changeover practicable and successful. An obstacle such as the difficulty of welding face-hardened plate was overcome by devising a method of joint construction that eliminated the necessity of welding directly to the hard surface of the armor. Even better results were obtained in later work with face-hardened armor when its edges were protected during the hardening process, so that welding the edges was similar to welding homogeneous plate. The need for conserving critical alloying metals was met by the development of low-alloy electrodes. Production speed-ups were made possible by the development of an automatic process of submerged-arc welding. The utility of all these advances in the fabrication of armor steel, as well as those in the development of higher-quality steels proper, depended in the final analysis, however, on two cardinal elements—structural design and its applicability in practice.
Even the thinnest coat of armor added substantial weight to any combat vehicle and thereby impaired its mobility, the principal asset of motorized equipment. Invulnerability against attack from all varieties of explosives and all types and sizes of projectiles would have required a prohibitively heavy covering of armor. In practice, therefore, a compromise between optimum protection and weight requirements was reached. Sloping the surfaces exposed to attack increased the effectiveness of a given layer of armor in two ways: it increased its thickness when measured from a horizontal plane, a measurement known as armor basis, and it offered a less favorable surface for attack because projectiles were more likely to bounce off than to penetrate. The value of sloped surfaces on armored vehicles was dramatically illustrated by tests which proved that at identical optimum obliquities the average resistance to penetration of purposely selected plates of good and poor quality varied little. Some experimental work on use of spaced armor also proceeded, both in the United States and in Germany, in an attempt to safeguard against shaped-charge attack by causing the energy of the charge to exhaust itself against an outer sheath of armor or of low-density material attached to the armor plate proper. But while various methods of applying the principle of an insulating space or material were tested, neither the enemy nor the Allies arrived at a satisfactory answer.5
Wartime improvements in design, the work of the Armor Branch at Aberdeen Proving Ground, were manifold. The sloped, streamlined surfaces of American tanks of late wartime vintage, for example, bore little resemblance to the boxlike hulls of prewar vehicles. Desirable features found in enemy equipment were promptly adopted. Thus, the sharp-nosed bow of the German Panther tank, which the Germans had copied after their unpleasant experiences with the similarly shaped Russian T34, made its appearance in the General Pershing. Invisible but no less vital design changes added to the protection of US and Allied tank crews. Doors and escape hatches were modified for greater resistance to shock; ventilating devices were redesigned to provide more positive protection against bullet splash; gun shields were improved so that projectiles and fragments were less likely to impair the functioning of guns through burring or damage to trunnions. If not yet ideal, American vehicular armor plate by the end of World War II was not only producible in quantity but also gave troops and equipment far greater protection than that deemed attainable in 1940.
Body Armor
Armor for aircraft was a problem in which the Ordnance Department became involved because of its experience in establishing specifications for tank armor, but the task was largely one for aircraft designers, and Ordnance participation was chiefly advisory. Development of body armor, on the other hand, grew into a job of considerable proportions.
For ground troops the principal article was the helmet, a high-manganese steel cap designed to afford greater protection by fitting further down over the ears and neck than did the old “tin hat” of World War I. The new model was standardized in 1941 and produced in great quantity, some 22,000,000 before the end of the war. Though eventually armored vests were also standardized for the ground forces, it was body armor for flyers that engaged most attention. The unit of the Small Arms Division of Research and Development Service, to which this development project was assigned in the summer of 1943, soon found occasion to consult the armor workshop of the Metropolitan Museum of Art, where experts were familiar with every kind of armor in existence, from Roman cuirasses down through the medieval knight’s chain mail and the gold-inlaid steel plates of the sixteenth century grandee. Study of the strong points and weaknesses of these centuries-old samples aided in the development of armor for the most modern of all soldiers, the flyer.6 In the fall of 1943 Ordnance specialists devised an extremely useful new method of testing the protection afforded by various types of material. This so-called 20-mm. triangulation fragmentation test utilized the static detonation of 20-mm, high-explosive incendiary projectiles at a distance close enough to the armor under test to attack it with fragments of the size and velocity that caused most combat casualties. Examination of the materials after fragments had penetrated permitted a comparative evaluation based on the “retained casualty producing power” of the
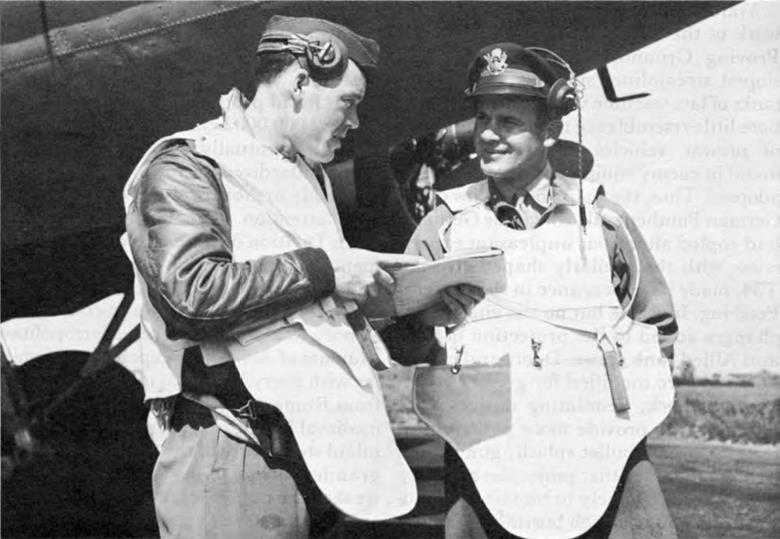
Body armor of the type used by members of the US Army Air Forces
fragments.7 Tests of fabrics, laminates, steels, aluminum, and composites of metals and fabrics showed the best material to be a combination of aluminum and nylon. Flyers’ full-armored vests, half-armored vests, aprons, groin armor, and neck armor were then made of this material exclusively.
Toward the end of the war the superiority of this light-weight material led to its adoption for helmets for all soldiers. While the sacrifices of mobility entailed by wearing any kind of armor raised the question of its utility for most ground troops, for airmen it was of great value. Of the ground forces, only Engineer units assigned to mine clearance had greater need of protection than of mobility. As the effects of exploding antipersonnel mines—Schützenminen and “S” mines—were severe, and as crotch armor promised to give useful psychological as well as physical protection, an adaptation of flyers’ armor was worked out in the fall of 1944. Some 4,000 pieces were issued to the Corps of Engineers.8
Land Mines
Armor provided passive protection for equipment and troops at all times, but against an enemy advance protection could be supplied not only by fire power but also by land mines strewn in his
path. While the War Department was slow to endorse a vigorous program of mine development, combat experience soon showed that heavy antitank mines and smaller antipersonnel mines had come to be essential munitions in warfare. Useless if an army were moving forward, they gave very real protection to troops in retreat or units stalemated before an aggressive enemy force. Reports from France in 1940 and from Russia in 1941 had carried indications of the importance of mines as a cheap and effective means of stopping tanks. The evidence multiplied when the great tank battles in North Africa began. Sown by the hundreds of thousands over the desert, the Germans’ flat, deadly “Teller mines” protecting Rommel’s army were a major obstacle to the British Eighth Army in Libya and later to the Americans in Tunisia. Though not wholly ignored by the US Army before the North African campaign, antitank and antipersonnel mines alike were only then recognized as vital. A tour of North Africa after the victory in May 1943 convinced General McNair that the land mine was “almost a new arm of warfare.”9
From 1926 to 1937 the Chief of Engineers had had responsibility for antitank mine development. Progress had been slow. From time to time the Engineer Board manufactured experimental models, simple metal boxes containing TNT and a contact fuze made by Picatinny Arsenal, but it was not until the fall of 1936 that steps were taken leading to active development. At that time the trend was toward a design that should be a standard item of issue to all ground combat troops—infantry, cavalry and mechanized—as well as to the engineers. Because the mine would no longer come under the general category of demolitions and because its most complex part was a fuze, manufacture of which was properly an Ordnance function, the Chief of Engineers recommended that responsibility be transferred to Ordnance. The transfer was authorized by the War Department early in 1937, and development work began at Picatinny.10
The Infantry Board wanted a mine strong enough to disable a medium tank and yet light enough to be carried by a foot soldier. It must function under light tanks weighing about three tons, must be capable of being immersed in water for several hours, must be easily armed and disarmed in daylight and darkness by men with little training, must operate above ground as well as below, and must have two fuzes. The board suggested that it contain 5 or 6 pounds of TNT or the equivalent and that it not exceed one foot 2 inches in length, 6 inches in width, 5.25 inches in height, and 19 pounds in weight when loaded.11
The mine designed by the Picatinny Technical Group was made of steel and was circular in form rather than rectangular, because by methods of manufacture then current a cylinder was easier to make. It was about 7.25 inches in diameter, 3,25 inches high, weighed approximately 10 pounds, and contained about 5.5 pounds of TNT. It had one fuze, inserted in a well at the top, instead of two; but a cover plate extended the full diameter of the mine would work the fuze if a vehicle ran over any portion of the plate. Thus, one fuze served the purpose of two. Pressure on the plate crushed a thin collar between the
striker head and the fuze body, broke two shear pins, and operated a spring-loaded firing pin that functioned the detonator. When service tested early in 1940, this experimental model revealed defects that necessitated modifications. The fuze was unsafe for handling, and the solid pressure plate was susceptible to blast, so that the mines could not be placed close together. The fault in the fuze was corrected by inserting between the striker head and the body of the fuze a safety fork that had to be removed by hand. The defect in the mine case was corrected by substituting for the cover plate a “spider” consisting of a steel rim around the perimeter of the mine with crosspieces intersecting at the fuze. Tests showed that the mines thus modified would stop a light tank and, thanks to the spider design, could be placed as close as eighteen inches apart. The mine was standardized in late October 1940 as the antitank mine Ml, the fuze as the M1 antitank mine fuze.12
Yet even at the time of standardization there were intimations that the M1 was inadequate. Shortly after the fall of France, Engineer and Ordnance officers had obtained from an officer of the French Corps of Engineers, Maj. Pierre Delalande, an accurate description of the Germans’ powerful Teller mine, which contained twice as much explosive as the M1 and which had impressed Major Delalande with its effectiveness. After discussions with him, the Chief of Engineers asked Ordnance to develop a heavy deliberate antitank mine that would contain from fifteen to twenty pounds of explosive. The Chief of Ordnance objected. He considered the use of the M1 in pairs to be a better solution, because of the supply problem. As the Engineers did not agree, Ordnance made an M1 model with the body deepened to permit fifteen pounds of TNT. In tests it blew a hole through the floor of a light tank and hurled the cupola five feet. Then the Engineers decided that after all no military requirement existed for so large a mine. The project was canceled.13
A more productive result of early reports from Europe and conversations with Major Delalande was the beginning of antipersonnel mine development. The antipersonnel mine had been in the fall of 1939 a secret weapon of the Germans. Buried in great quantities between the Siegfried Line and the Maginot Line, the mine was first discovered in the Arndt Forest in Lorraine by French patrols who nicknamed it the “Silent Soldier.” It was a bounding device that projected a delayed-action shell. In cooperation with Major Delalande, Ordnance engineers constructed a model; from this and from a British copy of the Silent Soldier, they developed a mine consisting of a tube containing a mortar projectile, connected at the tube’s lateral end with a smaller tube containing a fuze and propelling charge. Pressure on the fuze pressure button or a pull on the fuze pull ring set off the charge at the base of the larger tube, projecting a shell that exploded when it was two to six feet from the tube. The first model, the M2, was cleared for procurement in April 1942.14 But it was difficult to manufacture, had an erratically functioning fuze, and was unsatisfactory when buried in the
Land Mines

US bounding antipersonnel mine

The German “S” mine, nicknamed “Bouncing Betty”
The US antitank mine M6
ground since it was not waterproof. In an effort to make it waterproof, designers made model after model. Finally, the tubes and base were welded together and in this form the M2A4 and M2A4B2 were standardized. In operation they were the same as the M2 except for the fuze; the new and safer fuze had a three-pronged top similar to that on the German successor to the Silent Soldier, the “S” mine.15 In addition to the bounding mine, Ordnance and the Corps of Engineers developed a fragmentation mine that inflicted injury by bursting into pieces. This consisted of’ a small hollow cast-iron block filled with TNT and equipped with wells for receiving a fuze similar to that used in the M2A4 mine. This mine was developed in a few months and standardized in August 1942 as the antipersonnel mine M3.16
In 1941 Ordnance engineers began the search for satisfactory nonmetallic mines. This trend resulted from a report that the British had a detector for metallic mines. A nonmetallic antitank mine, developed by the Onandaga Pottery Company, was standardized in the spring of 1943 as M5. Not unlike the German Topf mine, it consisted of an inverted ceramic bowl separated from its ceramic base by a rubber cushion that activated a plastic plunger. The fuze was also nonmetallic: the plunger forced a piston to break a glass ampule containing a reactive primer mixture. The mine was too heavy in proportion to its explosive power; with about the same amount of explosive as the Ml, it weighed three pounds more and took up 64 percent more shipping space. For this reason, Ordnance requested the Department of Agriculture’s Forest Products Laboratory to develop plywood and plastic mines—types extensively used by the enemy. But the experimental models were neither powerful enough nor very safe. Field requirements for a nonmetallic mine were never very large and lessened after the United States took the offensive since, after an advance, troops had difficulty in locating their own mines. Early in 1945, at the request of Army Ground Forces, Ordnance began work on a heavy nonmetallic mine but canceled the project after V-J Day. At that time a project for a nonmetallic antipersonnel mine requested by AGF in the summer of 1944 was also canceled.17
Throughout World War II the most important mine development continued to be the metallic antitank mine. The model standardized in October 1940 as the M1 was followed by a slightly modified mine, the M1A1. just when a further and even slighter modification, the M4, was nearing standardization in the spring of 1943, the entire subject of land mines was brought sharply into focus by the events of the North African campaign. At that time the M1A1 was being procured in great quantities, in spite of the fact that it had never been tested against anything stronger than a light tank. By 1943 there were powerful
arguments for a heavier mine: the effectiveness of Teller mines in North Africa, the appearance of the huge German Mark VI tanks, and the example of the British who in the fall of 1942 had increased the charge of their antitank mine from five pounds to ten. The Engineers, pointing out that Ordnance had no officer assigned solely to antitank mines, asked for more vigorous development and, backed by the Army Ground Forces, requested that a thorough test program be put into effect.18 Consequently, at Aberdeen in April the M1A1, M4, and M5 were tested against the Teller mine. Mine for mine, the German model came off best, but the final conclusion of Aberdeen’s commanding general was that when greater strength was needed, the M1A1 should be used in multiples. In this solution General Barnes, who had made a tour of North Africa late in December 1942 and was still convinced that “we do have a satisfactory mine,” concurred.19
The Ground Forces and Engineers out of their combat experience, especially with Rommel’s employment of mines at Kasserine Pass, thought otherwise. Under battle conditions, the use of small mines in pairs presented problems of concealment, excavation, and emplacement. When General McNair went to North Africa in mid-May to evaluate certain types of training and weapons, the use of land mines was one of two important points of controversy uppermost in his mind.20 General Bradley wrote General Marshall, “Unless we can immediately develop mines better than the German ‘S’ and German Teller types, I would suggest that we adopt them both and start production immediately.”21 Ordnance officers in NATOUSA tested the M1 mine against captured enemy tanks and found that it would not stop the Mark VI. They proposed an explosive charge of ten or fifteen pounds and a mine case like the Teller mine’s. Of the antipersonnel mines, the Infantry thought the M2 as good as the “S” mine. Both Infantry and Engineers wanted, in addition to a large deliberate mine, a hasty light antitank mine. Moreover, General McNair recommended more extensive use of mines by all branches of the Army.22 The recommendations coming from North Africa were bolstered by a survey of all theatres made by ASF and by further and more comprehensive tests at Aberdeen, where the M1A1, M4, and M5 were again compared with Teller mines, and a British hasty mine, the Hawkins grenade, was also carefully studied.23 As a
result of these investigations the Ordnance Department immediately began development of a heavy mine as destructive as the Teller mine, and of a light one for convenient and versatile use in multiples against tanks and singly as booby traps. And notwithstanding the Infantry’s favorable report on the M2 antipersonnel mine, Picatinny Arsenal was instructed to study the German “S” mine and work on a new design.24
Designers of the heavy mine attempted to correct faults both of the M1A1 and of the German mine. Used above ground the M1A1, because it was too tall, tended to tip when a tank ran over its rim: when it was buried, earth and rocks would work into the space between spider and mine and prevent the fuze from functioning. The new mine was low and, instead of a spider, had a pressure plate like that of the Teller mine, but covering only about half the area of the mine. This corrected a defect of the Teller mine No, 1, the pressure plate of which covered it entirely and made it subject to detonation from blast. In Teller mine No, 2, the Germans reduced the area of the pressure plate. Teller mine No. 3 had a covering pressure plate with radial flutings that gave maximum area with minimum susceptibility to blast. In Teller mine No, 4 a mushroom-head type that screwed into the main igniter socket replaced the pressure plate.25
By late August 1943 the Ordnance Department had four pilot models ready for test. Both the Ordnance Technical Division and the Engineer Board’s Technical Staff preferred the one designated T6E1. This had a thin metal shell, weighed twenty pounds, and contained twelve pounds of TNT, thus fulfilling the Ground Forces requirement that the mine be 60 percent explosive. Offering the greatest possible area to tank tracks, the mine case was about three inches high and thirteen in diameter, and had activating wells in the sides and bottom for booby trapping. Inside, a stack of four Belleville springs supported the pressure plate and provided the tension fixing the 350-pound load under which the fuze would function. The fuze well in the center was closed by a reversible plug that could be screwed down in either a safe or an armed position. This feature met the important requirement that arming be the last step in mine laying. The fuze was chemical, similar to that of the nonmetallic mine.26
The light hasty mine had the same general shape as the British Hawkins grenade mine but was more powerful. The body was a flat metal can—readily available commercially—loaded with tetrytol, an explosive 20 percent more effective than TNT. The same chemical fuze used in the heavy mine was inserted in the flat side of the can and covered by a pressure plate shaped to the contour of the mine body; it would function under a load of approximately 200 pounds. Loaded, the mine weighed only about four pounds. It was pre-eminently an infantry mine. It could be carried in the cargo pocket of combat trousers and was therefore available wherever men on foot could go. The Infantry Board was enthusiastic about it.27
A new antipersonnel mine under development at Picatinny resembled the
German “S” mine rather than the American two-tube M2A4. Within a canister about 4 inches in diameter and 4.5 inches high was a cast-iron projectile loaded with .7 pounds of TNT, propelled by a charge of black powder set off by a three-pronged fuze in the canister’s top. This model was more compact than the two-tube bounding mine, easier to manufacture, and much more nearly waterproof. It was also a good deal heavier: three pounds had been added to the projectile and bursting charge to produce more than double the number of effective fragments of the M2A4. Tests were encouraging, and on V-J Day the new model was about to supplant M2A4.28
Because of the urgent need in the summer of 1943 for the heavy antitank mine and the hasty mine, procurement began that fall before either was standardized. After correction of minor defects in the T6E1, notably a tendency to leak, it was standardized in September 1944 as the M6. At the same time the hasty mine was standardized as the M7. Thanks to the early procurement program, which constituted a tooling-up for full-scale production, at the end of 1944 2,500,000 M6 mines and 750,000 M7’s were on hand in the zone of the interior. There were none in the European theatre. General Barnes, who considered the M6 a much more effective antitank mine than any other in existence and the M7 very valuable, tried in vain to get both mines used in the theatres.29 Overseas, stocks of M1 and M1A1 mines were excessive, and operational requirements for land mines were lessening. While General Barnes’ faith in them appears to have been justified, the new mines came too late. Except for the brief German break-through in the Ardennes in December 1944, US forces were on the offensive from D Day on and had only restricted need for field fortifications and obstacles.30
Mine Exploders
Whereas mines diminished in importance as the United States and Allied armies advanced, the problem of neutralizing enemy mine fields became increasingly pressing when the United States began to plan its offensive in Europe and the Pacific. Mines had worked so well for the enemy in North Africa that they were used even more widely in Italy. The German antipersonnel mine, sown in belts and patches, would take a man’s foot or leg off. Especially dangerous was the Schützenmine that appeared for the first time in Italy. The antitank mine, buried by the thousands, row upon row, would disable a tank by shattering the track and suspension components. The five or six million mines that Rommel laid in his defense of the coast of Europe, not only in mine fields but in holes cut in paved roads, slowed the American advance and caused considerable losses in men and equipment.31 In the
use of mines the Japanese were not far behind the Germans. At one point in the Okinawa Campaign mines held up a US division for more than a week.32 From all theatres came urgent requests for an effective mine clearing device.33
Mine fields could be cleared by removing the mines by hand. The NDRC had designed detectors for both metallic and nonmetallic types, although they were not infallible, especially those for the nonmetallic. When detectors were not available or were not trusted, a man crawling on his knees and probing carefully into the ground ahead of him with his bayonet could dig up a mine safely if he were careful enough. But because of booby-trapping, this hand method was risky and at best was time consuming. The safest and quickest way to clear a path was to detonate the mines, either by blast or by pressure. For sympathetic detonation the Engineers used some of the devices employed to blast openings through wire entanglements, such as demolition snakes and Bangalore torpedoes, that is, tubes filled with high explosive. At various times other devices were considered—artillery fire, aerial bombs, hoses filled with liquid explosive, and rocket-propelled charges.34 The Ordnance Department supplied the Bangalore torpedo, an old siege weapon, and a few other items, but in general mine clearance by explosives was the responsibility of the Chief of Engineers. To the Chief of Ordnance were assigned development projects for mine field clearance by pressure. The pressure method grew in importance as experience revealed serious drawbacks to the use of explosives. Bangalore torpedoes, demolition snakes, and other detonators would clear lanes in mine fields but would leave along the edges “tender” mines, with partially sheared pins, that would go off at the slightest touch; furthermore, as the war progressed, new blast-resistant Teller mines appeared. These considerations stimulated the search for an effective mechanical mine exploder.35
At the outset no belligerent had much experience that the Ordnance Department could tap. In the winter of 1941 the Russians cleared a German mine field south of Leningrad by marching over it tightly closed columns of soldiers shoulder to shoulder.36 This method could hardly be recommended. The first mechanical mine exploder reported to the Ordnance Department was one developed by the French. A drawing sent in a Corps of Engineers memorandum in 1940 showed a tank propelling three sets of roller disks, two mounted on the front and one on the
rear. The T1, the American model adapted from the drawing, had steel disks 2,25 inches thick and 40 inches in diameter. Each of the three units mounted four disks and the units front and rear were spaced so as to clear a path slightly wider than the tank. Tests of this crude rig at Aberdeen early in 1942 showed that it would detonate mines, but it fell far short of possessing the other characteristics desired in a mine exploder: indestructibility, maneuverability, and simplicity of design. Yet, since the multiple-disk principle seemed sound, Ordnance engineers continued development on the French type of exploder.37
In the next important model the Ordnance Department strengthened the disks against mine injury by making them of armor plate, and improved control of the disk units by moving the rear unit to the front. The three units, which now consisted of six disks each, were supported loosely on a shaft to permit movement over uneven ground, and were mounted on a tank recovery vehicle, the hoist of which could lift them out of mine craters or ditches. The disk assembly alone weighed about eighteen tons and the whole contraption was nicknamed the “Earthworm.”38 Obviously something was still to be desired in the way of maneuverability and simplicity. The next development was a simpler model with two roller units instead of three. It depended for full ground coverage on two tanks operated in tandem. This transitional model led to a third, the T1E3 or “Aunt Jemima,” similar in design but equipped with enormous disks eight feet in diameter. Instead of being pushed, these disks were driven through a chain drive taken from the sprockets of the tank. Driving the disk units increased maneuverability since they could be extracted from mine craters or ditches without a hoist. The disks, with large oval holes that dissipated high-explosive pressure, were less liable to damage by Teller mines than anything yet devised. The oval holes also somewhat reduced the weight but, even so, the assembly weighed nearly thirty tons.39
The promise displayed by the driven-disk exploder did not halt investigation of other types. Early in 1942 Ordnance engineers experimented with use of heavy steel slabs hanging from a boom fastened on the front of a light tank. These slabs, pushed over the ground ahead of the tank, would detonate mines, but tests of the pilot model showed that the explosions damaged the exploder. The drag-weight method was soon abandoned.40
Another early device was the well-publicized flailing exploder, copied from one designed by the British in North Africa. Hastily improvised at the Eighth Army Cairo base, the British “Scorpion” used steel chains attached to a revolving roller to beat the ground in front of a tank. On the basis of drawings sent to the United States in the summer of 1942, the Lamson Corporation began the manufacture of an American model, the T3. Before it was
completed, General Barnes in December 1942 visited the Eighth Army tank school in North Africa and witnessed a demonstration of the Scorpion. It whipped up dust that clogged the tank engines and was too slow; nevertheless, General Sir Harold R. L. G. Alexander and Maj. Gen. D. J. R. Richards so impressed General Barnes with the possibilities of their admittedly crude Scorpion and with the urgent need for an American mine exploder to combat German mines that he recommended to General Devers the manufacture of at least fifty T3’s for immediate shipment overseas. Thirty were pushed to completion and shipped in the spring of 1943. They were the first mechanical mine exploders sent overseas. Unhappily, they did not fulfill the promise of their British prototype. Installation in the American model of a hydraulic system to raise and lower the boom made the unit heavier and less maneuverable than the original Scorpion. The flails threw mud and debris against the tank and were often broken off by mine explosions. Twelve T3’s used by a mine field clearing company of Engineers in Italy were discarded as unsatisfactory.41
When clearing mine fields became an urgent necessity early in 1943, many novel devices were proposed. General Barnes suggested mounting a bank of machine guns high on the top of a tank and shooting into the ground.42 The John Deere Company submitted the T7, consisting of hollow rollers to be filled with dirt or gravel. Col. Allison R. Williams, an Army Service Forces officer, designed a unit depending on a series of hydraulic shock-absorbed plunger rods that could be raised and lowered rapidly to pound the ground ahead of a tank. The York Safe and Lock Company made a pilot model, the T8.43 Another proposal was for a very heavy studded drum, the T9, to be rolled ahead of a tank.44 As the Engineer Board had enlisted NDRC aid, NDRC sponsored a design of a self-propelled device, consisting of two wheels eight feet in diameter, that contained gasoline engines and supported large disks between them; the device was steered by remote control.45 The Ordnance Committee also considered a device for excavating mines from mine fields without detonating them. It had been under development, mainly by the Engineers, since October 1942. From a simple bulldozer blade attached to the front of a tank, a V-shaped moldboard had been evolved with teeth extending forward and downward that could dig up buried mines and throw them out of the path of the tank. In the summer of 1943 when mine-excavator development was taken from the Engineers and assigned to the Ordnance Department, the most promising model appeared to be a combination of several types.46
Because of the demand from the theatres, all mine-clearance models were pushed to completion and tested throughout the summer and fall of 1943 at Aberdeen and at the Armored Force Board’s
Mine Exploders
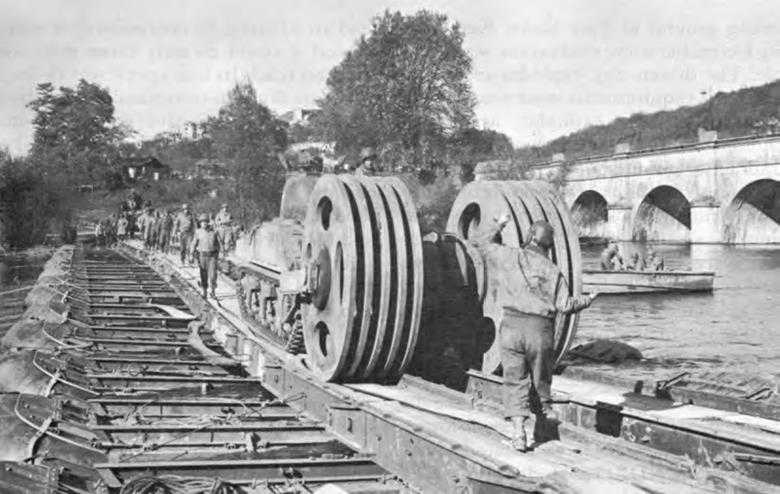
The driven-disc type T1E3

The “Scorpion” type
testing ground at Fort Knox, Kentucky. By December some evaluation was possible. The driven-disk exploder seemed to fulfill the requirements most nearly, with the pushed-disk exploder as second choice.47 The automatic plunger type was impractical for use on uneven ground and its indestructibility was doubtful. The roller drum was acknowledged to be “relatively indestructible,”48 but it was also relatively immovable. It weighed 42 tons and could hardly be budged, even with the aid of a second tank. A lighter, 32-ton version was ineffective and not much more maneuverable. A modification of the T3 flail exploder was ineffective over uneven ground because, in an effort to make the device lighter, the hydraulic boom-lowering system had been eliminated. Inasmuch as the NDRC exploder and the T7 proved susceptible to damage by mines, work on these devices was early abandoned. The mine excavator seemed practical only for use in loose beach sand.49
Early in 1944 the Ordnance Department recommended procurement of 75 driven-disk Aunt Jemima T1E3 exploders. At the request of Army Ground Forces 75 Earthworms were added, in spite of Ordnance engineers’ belief that the model would not stand full mine detonation. Four of the first production T1E3’s were shipped overseas in May, two to England to be used in a test and demonstration mission, and two to Italy. After the tests, Ordnance officers reported that the exploders were satisfactory except for a tendency in very hard soil to bridge, or cross without detonating, a buried mine.50 After the invasion, field tests in Normandy of both types of disk exploder showed other defects. The Earthworm, as Ordnance engineers had predicted, was susceptible to damage by mines. Aunt Jemima sometimes broke down and was too slow to head an advance. In operation over average soil it could do only three miles an hour; on roads its best speed was twelve. One irate division commander described it as the most effective roadblock his troops encountered in Europe. As the ground of Europe began to freeze, the tendency to bridge mines manifested itself. The Engineers preferred the flail exploder, despite its defects.51
Yet one important characteristic of a good mine exploder, indestructibility, had been demonstrated by the Aunt Jemima time and again. After field tests in Normandy, the officer in charge suggested that a different tactical use might increase its effectiveness. He recommended two categories of mine exploders, the first to include highly mobile devices that could move rapidly with an armored spearhead, the second to include slower and heavier exploders that could be loaded on tank transporters and taken wherever mine field resistance was severest or where special conditions obtained. Along with the T1E3 in the second category he placed the newest type of mine excavator, the T5E3, which had proved valuable as a beach clearer in the invasion of southern France.52
In the first category he suggested the T12, a newly developed device to clear mine fields by exploding bombs over them, and one old device, the flail exploder. Interest in the flail exploder had been revived by the performance of the British “Crab,” successor to the Scorpion, in Normandy. Development of the T12, a medium tank on which a platform for launching spigot bombs replaced the turret, was the major Ordnance contribution to schemes of mine clearance by detonation. Renewed interest in the use of explosives was the result of the conclusion reached by the Eddy mission that explosives, because they were quicker, were better than mechanical exploders for clearing mine fields.53 The advantage of the T12 over the Bangalore torpedo lay in its bombs exploding over the mine field rather than along the ground. An early report of German success in exploding mines by setting off a 200-kilogram charge placed 14 centimeters above the ground had suggested the efficiency of this method. It was the only way to detonate the new blast-resistant Teller mines.54
Combat experience perpetually sharpened awareness of the need not only for a satisfactory means of destroying antitank mines but also for a mechanical exploder for antipersonnel mines. In one theatre troops had to be carried over a mine field on a large platform mounted on sled runners spaced to conform with the tracks of a towing tank. The problem was especially serious in France where the rapidity of the American advance did not permit the time-consuming method of hand removal. In the November battle for Metz, for example, one company ran squarely into a mine field containing about twelve thousand mines and was forced to attack straight through, taking its losses.55 A mechanical antipersonnel mine exploder consisting of two rows of small concrete disks towed behind a tank had been under development at Aberdeen for some time, but had not progressed beyond the experimental stage when in the fall of 1944 theatre demands became urgent. The outcome was the completion of the T13, an armor-protected cargo carrier pushing a series of lightweight rollers.56
During the fall of 1944, when combat troops and Ordnance Department recognized the vital necessity of finding answers to the problem of mine fields, engineers at Aberdeen tried out several new devices. High in favor was a new disk type of antitank mine exploder submitted by the Chrysler Corporation. Another was a modification of the driven-disk Aunt Jemima, incorporating improvements recommended in theatre reports. A third, a series of rocket launchers mounted on a trailer towed behind a medium tank, was tested by the Engineers and found to be more effective than the T12 as a detonating device. Development on the T12 was discontinued, and the Ordnance Committee, concluding that the flail exploder was unsatisfactory, recommended that it also be dropped. Meanwhile, tests were made of an improved flail exploder, the “Rota-flail,” which NDRC had designed. It was still under development in the summer of 1945.57 Perhaps the most promising new
development was a mine-resistant vehicle. The idea was not new; Colonel Bouchier of the British Army Staff had suggested it in the summer of 1943, but at that time the Tank-Automotive Center had rejected it in favor of a self-propelled exploder of the NDRC type. A year later interest was revived by the discovery that the enemy was using coupled and delayed action mines that would immobilize the vehicle propelling a mine exploder. Acting on suggestions of Colonel Williams, the Research and Development Service began strengthening the tracks and suspensions on the M4 tank and adding armor plate under the floor. Since preliminary tests were encouraging, development on the mine-resistant vehicle continued into 1945, but the war ended before the Ordnance Department had found any wholly satisfactory way of protecting troops from enemy mines.58
Controlled Underwater Mines
A further protective device, a controlled underwater mine system for harbor defense, became an Ordnance responsibility in 1942. Though differing in character from the task of providing protection for troops in combat, the development, procurement, and maintenance of equipment to safeguard the home front from attack by enemy ships assumed almost equal importance, particularly during the first half of the war. Underwater mines used as weapons of offense were the responsibility of the Navy but, used defensively as part of the defense of harbors in the United States and its territories, were the responsibility, first, of the Army Corps of Engineers and then, from 1901 to 1942, of the Coast Artillery Corps. When the reorganization of the War Department transferred the responsibility to the Ordnance Department, the Coast Artillery Corps Submarine Mine Depot at Fort Monroe, Virginia, was assigned to the Artillery Division of Ordnance Industrial Service. The word “Depot” is misleading, for storage was a minor function. Indeed, a few of the heavier parts of the controlled mines were shipped directly from manufacturers to harbor defenses. Ordnance specialists not only designed and supervised procurement, inspection, and repair of all parts but also trained technicians in operating and maintaining the electrical control units for the mines. Underwater matériel required to plant a single group of mines weighed approximately fifty tons, and there might be six to thirty groups in a large harbor.59
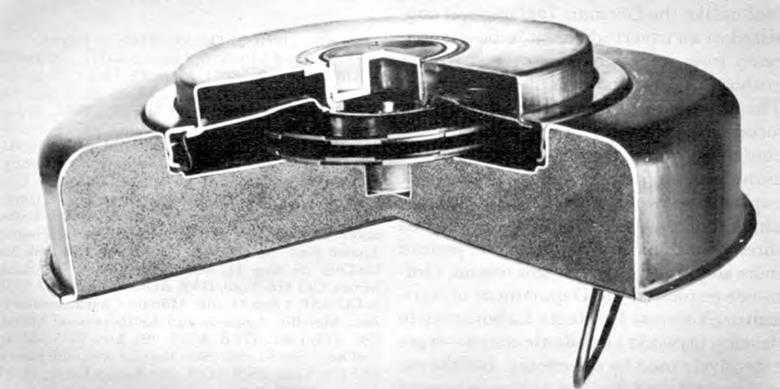
The kind of controlled mine developed in 1869 has been used in United States harbors ever since. It required an electrical connection through a cable to a shore control station or “mine casemate” from which the operator could manually control the firing or nonfiring of a mine that had been struck or influenced by a passing ship. The system standard in March 1942 was designated the M3. Underwater were buoyant mines in groups of 19; for each group of 19 there was a selector box housed in a watertight distribution box and connected with the shore station by a cable. The selector assembly in the box provided a means of

Controlled mine system and the M3A1 mine
electrically selecting, testing, or firing any mine in the group it controlled. The buoyant mine cases, which were connected by wire rope and electrical cable to cast-iron anchors, contained from 300 to 500 pounds of granular TNT and housed a firing device that was actuated by the impact of a vessel. When a ship struck a buoyant mine, a signal appeared on the mine control panel in the casemate ashore and the mine could then be fired by closing the proper firing switch. The shore installations consisted of the mine casemate, a storehouse, a loading room, a cable tank for storage of cable, a mine wharf and derricks, trackage or roads, a group commander’s station, base end stations, a plotting room, and cable terminal huts.60
The greatest advantage of the M3 system over European systems was in firing single mines rather than whole groups. This method left small gaps of less than 300 feet in a line of mines, instead of 500 yards or more.61 Most British harbors used the loop system, consisting of a loop of electric cable in which a current set up by a passing steel ship would be carried to shore by a “tail” cable. The loop enclosed a row of moored mines, the sinkers of which were also connected to the shore by the tail cable. All mines in a group had to be fired simultaneously, leaving a large gap in the defenses.62 The Germans did not employ controlled mines until after the raids at Dieppe on 19 August 1942 and at St. Nazaire on 27 March 1943 had demonstrated the weakness of net and boom defenses. Thereafter, they converted offensive magnetic needle mines into defensive mines, connecting them to a shore station by cable. The
shortage of submarine cable in Germany, however, limited the number and size of their controlled mine fields considerably. The Japanese throughout the war used a buoyant mine system generally similar to that of the United States, and it was a deterrent to US submarines.63
The United States system of mine control was capable of improvement both in its underwater and its shore equipment. Under water, the buoyant mine with its large steel mooring ropes was a hindrance to the operation of friendly vessels, and to restrict huge fleets to narrow channels through the mines was not practicable. For this reason, it was desirable to supplant the buoyant mine with a large ground mine that would not need contact to be actuated but could be influenced by a magnetic device. Development along these lines had been under way at the Submarine Mine Depot since 1938.64 Ashore, the mine casemate was vulnerable to enemy action; therefore the Coast Artillery Corps had been developing a small portable system operable at any point where 110 volts, 60 cycle, single phase A.C. of 2 kilowatt capacity was available. A pilot model of such an emergency control system, constructed by the Submarine Mine Depot before November 1941, was under test at the time the ‘Ordnance Department took over the submarine mine projects from the Coast Artillery Corps.65
Of the two problems, the development of an effective ground-mine system was at once the more pressing and the more difficult. By 1944 Ordnance engineers had evolved from the experimental model of 1941 the desired portable shore installation, which was standardized, with a few changes, as emergency mine control M4. It was a compact unit for the control of 10 groups of 19 buoyant or 13 ground mines, designed either for parallel operation in mine casemates along with the M3 or for independent operation on landing boats, mine planters, or in any emergency shelter the tactical situation required.66 That a tactical situation would arise requiring the use of an emergency mine control in US harbors early in 1942 was possible but did not seem likely. On the other hand, enemy submarine activity off the Atlantic coast throughout 1942 rendered more than ever urgent a satisfactory replacement for buoyant mines. It was not generally known at the time, but some of the German submarines operating along the Eastern seaboard were mine layers: they closed Chesapeake Bay to traffic for two days in June and three in September, bottled up New York harbor for three days in November, and for brief periods closed Jacksonville, Florida, Charleston, South Carolina, and Wilmington, North Carolina.67 Use of mine sweepers to remove mines planted by the enemy was impossible in harbors where buoyant mines were present; when ground mines were present, such sweeping was possible. German development of influence-operated mines that German submarines or airplanes could sow in American harbors was a primary reason for accelerating the development in the United States of a controlled ground mine system.68
In other respects also, submarine warfare dictated the turn submarine mine research was taking. Buoyant mines planted
at 100-foot intervals were originally designed for protection against enemy surface vessels. They were a poor screen against submarines whose beams approximated 25 feet. During experiments conducted in the Philippines, a submarine actually navigated through a buoyant mine field without arming a single mine.69 Summing up the situation in July of 1942, General Barnes wrote, “The maintenance of an effective buoyant mine defense has been found impracticable in approximately 50 percent, of United States harbors.70
Until 1943, when nearly 4,000 buoyant mines were replaced by ground mines, the Research and Development Division of the Submarine Mine Depot centered attention on devising an influence-operated ground mine that could be controlled by the standard M3 system. The mine case presented no special difficulty. It required a watertight container for 3,000 pounds of granular TNT, a firing device, and a detector. It should be capable of submersion in 100 feet of water, able to withstand the shock of explosions occurring 150 feet away, and usable with existing planting facilities. Under development since May 1941, the case in July 1942 had a flat base and a welded steel cylindrical body with a cone-shaped top. In the lower part of the case, a firing device labelled the M5 was located with the booster charge electrically connected to it. A bail was attached to the top for raising or lowering the mine.71 In operation, the magnetic field of an approaching vessel induced a minute current in the windings of a coil rod which caused a series of relays to operate, enabling the mine control system to select the mine.72 When this experimental case showed no appreciable deterioration after nine months’ submersion, the model was standardized as the M3. Tests in October 1942 led to modifications—the addition of 400 pounds weight in the bottom of the case to improve stability of the mine on the sea bottom, greater strength of construction, and a rigid bail that could not be moved by tidal action to arm the mine. This case became the M3A1.73
Mine case M3A1 had to be loaded with granular TNT and the electrical detection and operating units installed at the harbors where it was to be planted. Early in 1944 the Joint Army-Navy Ammunition Storage Board recommended to the Secretary of War that submarine mines be loaded at Ordnance depots instead of at the place of use. This led to the construction by the Submarine Mine Depot of two mine case models that were loaded with cast TNT the T1, made of ⅛-inch and 3⁄16-inch plate and having no base weight, and the T2, made by conversion of the M3A1 mine case. Firing tests of these and of the Navy Mark 18 mine, which was under consideration as a cast TNT preloaded mine of lighter weight, were conducted in the Chesapeake Bay. Only the T2 proved able to stand the shock of 3,000-pound TNT explosions at 125 feet. Loaded with cast TNT, flat on top, and low in height, this model exerted much more pressure per square foot on the bottom of the sea than the M3A1 and presented only half as much area to wave action. These stability characteristics were of special interest because of unsatisfactory performance by a group of thirteen M3A1 mines that had been planted in San Francisco Harbor in April 1944 on a rocky bottom where water current velocity as high as five miles an hour was encountered. Apparently because of mine case movement, nine of the
thirteen were spuriously armed nearly every day between April and August. False armings made the operation of the M3 control system unreliable. Consequently, the Coast Artillery Board recommended in October 1944 that the T1, the T2, and the Navy mine be tested for stability under the severe hydrographic conditions prevailing in San Francisco Harbor. The test was deferred, however, pending the outcome of tests of new firing devices then being conducted at the New London submarine base.74
A sensitive firing device for use in the ground mine had been the subject of considerable research since 1942. The task, begun by NDRC, was carried on by the Submarine Mine Depot in cooperation with the Navy and by several private laboratories.75 Firing device M5 was not satisfactory against small submarines of the “O” type in water more than 80 feet deep. The problem was to develop a firing device that would be sensitive enough to detect small submarines of the latest type running at 5 miles an hour or less in 100 feet of water and yet would be sufficiently stable to avoid false armings. With regard to the sensitivity requirement, the main difficulty lay in the M3 mine control system itself, which did not permit transmission of electric power from shore to mine. Power was necessary to operate equipment that would amplify the very small currents generated in-firing devices by influence detectors.76
Development of an effective firing device, therefore, was carried on simultaneously with development of a revised mine control system, and models of one were tested with models of the other. By December 1943 firing device T5E22, employing an electronic amplifier, was ready for test. When planted against “O” and “R” type submarines at New London, it demonstrated sensitivity at a depth of 100 feet. It was tested with a model of the new mine control system, T7. Because of instability and limitations imposed by mine control T7, the Coast Artillery Board disapproved the T5E22, but its basic principle was employed in a later model, firing device T5E23, developed at the Submarine Mine Depot. The T5E23 provided means both of sending a signal ashore for interpretation and of testing the device, including the detector, from shore. Operated with an improved mine control, the T8, in tests at New London, it gave high-actuation effect against “O” and “R” submarines.77
An improved mine control system was needed not only in order to transmit power to operate each mine but also because soon after Pearl Harbor the Japanese had probably captured a complete M3 system installed at Corregidor.78 By February 1944, four types of mine controls were under development. One employed a separate test, selection, and firing for each mine; a second, a simplified version of the first, had a single indication frequency system; a third used bypass equipment with the M3 to supply small amounts of power to magnetic amplifiers in each mine; and the fourth, the T7, was a modification of the M3 that permitted powering the electronic firing devices from shore. Each of these
four types of control had some insuperable disadvantage. On 23 February 1944 the commanding general of Army Service Forces approved a project for developing a scanner type of control, the T8, combining the best features of the four controls under study and at the same time simplifying the circuits so that bulk was reduced about one half. The Rudolph Wurlitzer Company of Tonawanda, New York, suggested the system and the Submarine Mine Depot developed it.79 It was an electromechanical control, each basic unit of which would supply power and operate up to ten groups of thirteen mines, with each group operated over a single shore cable. It consisted of three units—one centralized control cabinet; ten group cabinets, one for each group of thirteen mines; and one selector assembly for each group. Because of the power equipment necessary for the mine electronic detectors, the T8 weighed more than twice as much as the standard M3 system and was more than three feet longer. It required one man per ten-group control as compared with one man for all groups in the M3, and there might be from one to four ten-group control units in a casemate. The increased personnel requirement, however, was considered offset by the additional information gained by continuous surveillance of the signal influences of every mine in a mine field, in contrast to the single mine actuation possible with the M3 control.80
From mid-October 1944 until January 1945, mine control T8, with the T5E23 firing devices and mine cases M3A1 and T2, was under test at the New London submarine base. It demonstrated the soundness of its design and its reliability under field conditions. Results were also satisfactory with the T5E23 firing device. Within a three-week period twelve mines with T5E23 firing devices in depths between 95 and 110 feet missed only 4.4 percent of 226 courses by “O” and “R” types of submarines that passed within 100 feet of a mine. Some of the firing devices were found to be unstable, but the feasibility of interpreting the signals decreased materially the effect of instability and permitted study of its causes. The tests indicated that mine case motion was probably the major cause.81
The original plan was to include pilot models of the mine control T8 and firing device T5E23 in the test of Ti, T2, and the Navy Mark 18 mines to be conducted in San Francisco Harbor. The test was to be in two phases, the first to determine how much the effectiveness of existing mine fields, using the standard firing device M5, could be increased by the substitution of different mine cases, and the second to determine the suitability of the T1, T2, and Mark 18 mines when employed with the new, highly sensitive firing device T5E23 and mine control T8. In late January 1945 the Submarine Mine Depot began a program, involving all departments of the depot, to construct experimental matériel and ship it to the Harbor Defenses of San Francisco. The coming of V-E Day put a stop to those preparations. The equipment for the San Francisco test “sat on the shelf” until 1946, when tests resumed.82
Next to the development of an effective
ground mine system, the most important single project was the search for a suitable mine fire control system to provide information on enemy approach as far ahead of the mine field as practicable. The need for such a listening device was emphasized in a report of 4 May 1942 from the commanding general of Harbor Defenses of Manila and Subic Bays, Corregidor, P.I., requesting some method of determining whether mines were being armed by shell bursts and bombs or by an approaching hostile vessel. The characteristics desired in such a device were to provide early information regardless of the size of the vessel and to indicate the class of the vessel and probable speed. Projects set up at the Submarine Mine Depot used such varied devices as hydrophones, magnetic loops, a sonic barrier, and a microphonic cable.83 The system employing hydrophones was the most satisfactory. After extended tests at Fort Monroe and San Francisco, it was standardized in July 1943 as audio reception system Ml. The underwater equipment consisted of two hydrophones, covering four groups of mines, connected together and to the shore equipment by single-conductor submarine cable; the shore equipment consisted of a preamplifier, an amplifier, and a sound recorder. The operator could hear vessels at distances of from five hundred feet to two miles, depending on hydrographic conditions, and could distinguish between mines being armed by underwater explosions, wave action, and the approach of a vessel.
In San Francisco Harbor, where fogs and bad weather were frequent, the system reported 87 out of 92 submarine test-crossings. An improved audio reception system, designed to filter out fish noises and provide vastly better acoustic detection of midget submarines, was standardized in 1945.84
Between 1942 and 1945 redesign of mine system equipment, such as distribution boxes, selector boxes, and cables, ‘eliminated critical materials and expedited production. With these minor changes, mine control system M3, using ground mines instead of buoyant mines after 1943 and aided by the audio reception system, remained in operation throughout World War II. Its tactical operational effectiveness in the defense of United States harbors was never put to the test; at least no confirmed report ever came in of the destruction of any German or Japanese submarine by United States controlled mines. On the other hand, they unquestionably prevented enemy submarines from seeking entrance to American harbors, for the Axis Powers knew of the presence and fire power of these controlled mines. Testimony to the strategic importance of the system lies in the fact that no German submarine was known to have attempted entry into United States harbors and that all enemy mines were laid at least 3,000 yards seaward of the line of controlled mines.85