Chapter 8: Small Arms
In a war that saw the employment of huge artillery weapons on a grand scale and that featured first the “block buster” and then the awe-inspiring atomic bomb, the smallest of military weapons—rifles, carbines, pistols, and machine guns—nevertheless played an important role throughout. Among ground combat troops, small arms were regarded as valued personal possessions, usually winning a place on mythical lists of “the soldier’s best friends.” Their effectiveness, light weight, and simplicity of operation made them the most versatile and most widely used weapons of the whole war.
As with so many other terms in military language, “small arms” did not have a hard and fast meaning. General usage over the years defined it as including all weapons with bore diameter of .60-inch (.60-caliber) or less, whether pistols, revolvers, rifles, carbines, submachine guns, or machine guns. These standard hand or shoulder weapons of infantry troops were supplemented traditionally by mortars that stood somewhere between shoulder weapons and artillery. But in World War II the infantry soldier also fought with 2.36-inch rocket launchers and a few recoilless rifles which, in spite of their large calibers, were generally classed as small arms or, more meaningfully, as infantry weapons.1 By this usage, the determining characteristic was not diameter of bore but portability—whether the weapon could be carried into combat by infantry troops and could be fired from the hand, shoulder, or light support. The dividing line between small arms and artillery was thus less distinct than that separating the two classes of ammunition. With ammunition the diameter of the projectile was the deciding factor: everything up to and including .60-caliber was small arms; everything over .60-caliber was artillery.
Though small arms were regarded as being primarily ground weapons, the combat infantryman had no monopoly on them. Virtually every soldier in an overseas theater, whether assigned to a combat arm or a supply service, at one time or another used a rifle, carbine, or pistol. Small arms also went to sea and were almost as familiar to the sailor as to the soldier; every warship carried its store of such weapons, ranging from pistols to antiaircraft machine guns. More important, machine guns were the principal armament of Allied warplanes. The long-range, rapid-firing .50-caliber machine gun played the leading role both in plane-to-plane combat and in strafing attacks on surface targets. Easily the most outstanding aircraft gun of the war, it was also the most versatile, the same basic mechanism
serving for infantry, aircraft, tank, or antiaircraft use.2
Unlike the manufacture of artillery weapons, small arms production did not require the use of huge dies, presses, forges, and cranes, for the smaller weapons consisted of fewer and less complicated parts and were not equipped with intricate fire control devices or elaborate recoil mechanisms. The M1 rifle, for example, consisted of about seventy parts while an artillery piece, together with its on-carriage fire control equipment, consisted of thousands. Nevertheless, mass production of small arms was an exacting process. Parts had to be cut and machined to rigid tolerances. Detailed specifications had to be met to assure finished weapons that could fire thousands of rounds with little deviation in accuracy and could withstand exposure to heat, cold, rain, snow, mud, and sand. Carrying on a tradition that began in the days of Eli Whitney, Ordnance insisted upon complete interchangeability of parts for like models.3
Production of most small arms got under way fairly quickly in 1940-42 because the basic designs had been worked out and standardized long before the outbreak of hostilities, and manufacturing techniques had been well developed. Some standard weapons of 1940-42 were, in fact, essentially World War I designs that had stood the test of time. Among the most widely used of the older weapons were the 1903 Springfield rifle, the 1918 Browning automatic rifle (BAR)), and the .45-caliber automatic pistol adopted in 1911. Four basic infantry weapons were comparatively new—the M1 rifle, the carbine, the M3 submachine gun, and the Thompson submachine gun. The last, a modified version of a commercially produced weapon, had won acceptance by 155
the Navy in 1928, been adopted by the Army four years later as a limited procurement item, and in 1938 been classed as a standard Army weapon. The more easily mass produced M3 submachine gun supplanted the Thompson as a production item in 1944. The semiautomatic M1 rifle had been adopted in 1936 and put into small-scale production at Springfield Armory the following year. A lightweight carbine, adopted in record time, went into production in 1941.4
Aid to Britain in 1940
Although Ordnance research and development had brought forth a number of improved models during the two peacetime decades, the meager funds available in those years had not permitted quantity production. Nor had there been any sense of urgency for small arms procurement.
After World War I, some three million rifles plus large quantities of pistols and machine guns had been reconditioned and put in storage along with machinery for their manufacture. These reserve stocks were considered more than adequate to meet replacement needs of the small peacetime Army and to equip a larger force in time of emergency. Though reserves of aircraft machine guns were virtually nonexistent, this fact caused little concern because the air arm possessed few planes and both Springfield Armory and Colt’s Patent Fire Arms Company were producing enough for peacetime needs.
This complacent view was rudely shaken in the summer of 1940 as the British Army suffered its Dunkerque and both Belgium and France fell to the Germans. To bolster the hard-pressed British forces, President Roosevelt decided to transfer to them all weapons and ammunition that might be considered surplus to the needs of United States forces.5 As a result, during the summer of 1940 the British received about 615,000 Enfield rifles, 25,000 BAR’s, 86,000 .30-caliber machine guns, and 20,000 revolvers. Transfer of this matériel took a big bite out of the U.S. Army’s small arms stockpile, and at the same time the President’s call for 50,000 airplanes boosted machine gun requirements. Complacency soon gave way to alarm, and immediate increase in the output of small arms of all kinds was demanded. But quantity production could not be achieved overnight. As with other types of munitions, increased production depended on expansion of facilities, installation of specialized machine tools, and recruitment and training of new workers, ‘all of which took time. It was at this point that the public began to ask what Ordnance had done to prepare for such an emergency.
Production Preparedness
While the meager Ordnance budget in the 1920s and 1930s had barely sufficed to keep the arsenals open and had not permitted placing any substantial small arms orders with private industry, Ordnance had endeavored in other ways to prepare industry for its wartime task. During the late 1930s and in early 1940 contracts for production studies of small arms of various types were awarded to several concerns. Typical of such studies were those prepared by Remington Arms Company, Inc. on .30-caliber aircraft machine guns and the new M1 rifle; by Colt’s Patent Fire Arms Manufacturing Company on .30- and .50-caliber aircraft machine guns; and by the Singer Manufacturing Company and the Nash-Kelvinator Company on .45-caliber pistols.6 These studies did not call for actual manufacture but merely for analysis of ways and means by which the item could best be produced should the need arise.7 Growing out of production studies were detailed
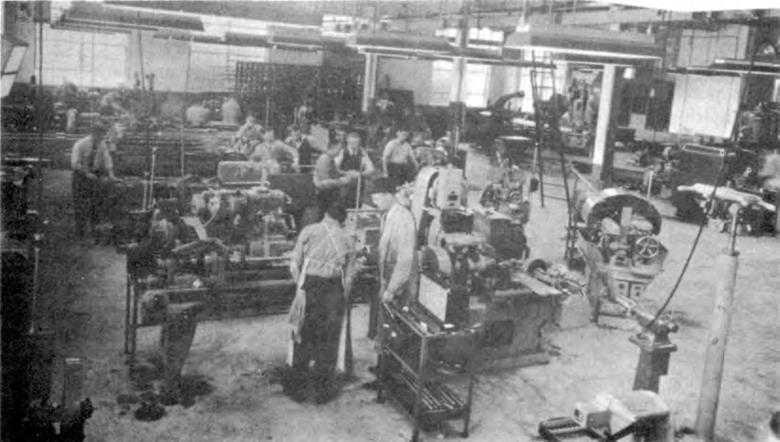
Saginaw Gun Plant, Mich., where machinery and equipment installed for operations on 30-caliber machine gun barrels are shown.
descriptions of manufacture prepared by the arsenals and private industry for all kinds of small arms. Springfield Armory kept data of this type for aircraft guns; Rock Island Arsenal kept a similar file on ground machine guns.8
Further to prepare industry for emergency production, Ordnance in 1939 and 1940 had placed four educational orders for small arms—one each for rifles and machine guns and two for pistols.9 To the Winchester Repeating Arms Company had gone an order for five hundred M rifles and to Saginaw Steering Gear Division of General Motors Corporation an order for five hundred .30-caliber machine guns. Ordnance had placed an order for five hundred pistols with the Singer Manufacturing Company of Worcester, Mass., which had previously completed its production study on this weapon; a similar order had gone to the Harrington and Richardson Arms Company of Worcester, Mass.10 After Pearl Harbor, Winchester and Saginaw continued to manufacture their educational order items, but the two educational orders for pistols, fortunately far less important weapons than machine guns or rifles, proved of less direct benefit
to wartime production. Although Singer satisfactorily completed the five hundred pistols called for under its educational order, Ordnance did not call upon it to make pistols after 1941, for its facilities were by then heavily committed to manufacture of artillery directors, which had a higher priority. Upon completion of the educational order, Singer transferred all tools and other material relating to pistol manufacture to the Ithaca Gun Company, which turned out large quantities of excellent pistols.11 The Harrington and Richardson contract turned out badly. After two extensions in delivery date owing to management difficulties and changes in operating personnel the contract was canceled in June 1942 before a single finished pistol had been produced.12
Despite Springfield Armory’s production potential, Ordnance had decided to award an educational order for the Garand rifle because of the large requirement for rifles in the Protective Mobilization Plan. In the spring of 1939 the Infantry listed the new rifle as the top priority item in the rearmament program. The million-dollar contract went to Winchester, was successfully completed, and was soon followed by large production orders.13
Though not part of Ordnance plans for production preparedness, foreign orders in 1939-40 helped in a very practical way to prepare American industry for its wartime role. After the outbreak of war in Europe in September 1939, Britain, France, the Netherlands, China, and other countries offered contracts to U.S. firms that had experience in the manufacture of military weapons or sporting arms. As American manufacturers were not keenly interested in munitions production, most such negotiations proceeded slowly during the winter of 1939-40, and some other complicated arrangements had to be worked out with the few companies interested in foreign munitions contracts.14
In December 1939 and early 1940, for example, both Britain and France placed substantial orders for Thompson submachine guns with the Auto Ordnance Corporation. This concern owned manufacturing rights for the Thompson gun but had neither plant nor skilled labor force. Auto Ordnance therefore subcontracted the work to the Savage Arms Company of Utica, N.Y. The weapons thus produced were the first “Tommy guns” turned out in the United States since Colt had completed a small order for Auto Ordnance in 1921-22.15 The Netherlands government meanwhile entered into a similar contract with Defense Supplies Corporation, a newly organized American firm with exclusive license to manufacture a new submachine gun known as the High Standard. Like Auto Ordnance, Defense Supplies had no manufacturing facilities and had to
subcontract the work to the Marlin Firearms Company of New Haven, Conn.
More important than submachine gun orders was the foreign demand for Browning machine guns. In the fall of 1939, when the British government turned to American industry for manufacture of these weapons, it soon became apparent that the Colt Company, holder of patent rights on the Browning guns and their sole commercial producer, would not be able to supply all that were needed. The British government not only arranged to finance expansion of the Colt plant but also opened negotiations with three other firms to produce Browning guns under a Colt license. During the winter of the so-called “phony war” these negotiations moved slowly with each side holding out for more favorable terms. But the swift German victories of May and June 1940 changed the picture almost overnight. Agreement was soon reached on construction of three new aircraft machine gun plants by the Buffalo Arms Corporation, High Standard Manufacturing Company, and the Kelsey-Hayes Wheel Company.16
For rifles the British turned to the Savage Arms Corporation, signing a contract with it in March 1941 for manufacture of the standard British rifle, the .303-caliber Lee-Enfield (No. 4, Mark I) at its plant, known as the J. Stevens Arms Company Division, near Chicopee Falls, Mass. Although tooling was rushed and the company completed its first rifle in July, quantity production was just getting started when the Japanese attacked Pearl Harbor. Meanwhile, in October, the U.S. Government, under provisions of the Lend-Lease Act, had taken over administration of the British contract. Additional orders were placed after Pearl Harbor, and by June 1944, when the contract was terminated, Savage had produced 1,030,228 rifles, plus spare parts.17
Early in 1941 Britain asked the Remington Arms Company to produce half a million Lee-Enfields at its Ilion, N.Y., plant. At this point General Wesson raised an objection. He proposed that the reserve machinery for manufacturing Springfields be removed from storage at Rock Island and leased to Remington, and that Remington use it to make .30-caliber Springfields instead of .303-caliber Lee-Enfields for the British. As the labor situation at Rock Island was acute, Ordnance opposed opening the rifle plant there. Further, the Army had enough rifles on hand to equip a 2-million-man force, and output of the new semiautomatic rifle was expected to add even more to the reserve stocks.18 Wesson pointed out that, starting from scratch, it would take Remington two and a half years to get into production on Lee-Enfield rifles for the British. Using the Rock Island machinery, production of Springfields could reach one thousand per day within one year, and after completion of the British contract this machinery would be in place for supply of
the U.S. Army if needed. The British were not at all enthusiastic about this proposal, insisting that they wanted only rifles of .303-caliber. But they finally conceded the point after a delay of several months and accepted Wesson’s plan. The rental agreement was signed early in 1941, just a few days before passage of the Lend-Lease Act under which the Army was later to take over all British rifle procurement in the United States. The machinery was quickly shipped to Ilion where manufacturing got under way in less than a year, and continued until 28 February 1944.19
Manufacturing capacity created to fill foreign orders was an important resource when the United States began to rearm in earnest during 1941. But of greater value were the two Ordnance arsenals, Springfield and Rock Island, experienced in the manufacture of small arms. Though badly in need of new machine tools, and staffed with only a nucleus of skilled workmen, these two arsenals stood ready not only to expand their own output as needed but also to share with civilian industry their technical knowledge and their war reserve machinery. Springfield Armory, the traditional center for military rifle production, had begun as early as 1937 to tool up for production of the new Garand rifle, and as public interest in rearmament grew in 1940 and early 1941 its progress was closely watched.
Getting the Garand into Production
Despite a rather long period of preparation, mass production of the Garand rifle proved to be far more difficult than anyone anticipated. In part, the difficulty sprang from the usual problems encountered in beginning quantity production of a new weapon. But in the case of the Garand, run-of-the-mill difficulties were compounded by a violent public controversy touched off when the competing Johnson rifle was submitted for Army test in 1938, two years after standardization of the Garand and while tooling up for its manufacture was under way at Springfield Armory. Throughout most of the defense period (1939-41) debate raged in the halls of Congress and in magazines and newspapers across the nation over the merits of these two weapons, and before the controversy subsided a third semiautomatic model had entered the picture. Some critics meanwhile contended that the old, mechanically reliable Springfield was superior to any of the semiautomatics; others expressed doubts that the Garand could ever be successfully mass-produced. Probably no other weapon in American history went into production amid such intense controversy.20
Officially designated “Rifle, semiautomatic, cal. .30, M1,” the new weapon was universally known either as “the Garand” or “the M1.” The product of a 35-year search, it was gas-operated, weighed about

John C. Garand at work in his model shop, September 1940.
nine and a half pounds, and was loaded by an 8-round clip. It could fire more than twice as fast as the Springfield. With it a soldier could fire eight aimed shots without taking his eye off the target, for all he needed to do was squeeze the trigger for each shot.21 Designed by John C. Garand, chief civilian engineer at Springfield, it was subjected to grueling service tests by both the Infantry and the Cavalry before being adopted in January 1936. Garand received no monetary reward for his invention beyond his modest Armory salary—though a bill to grant him $100,000 was introduced in Congress—but he was the recipient of numerous medals. In 1941 the Army Ordnance Association honored him with its first Brig. Gen. John H. Rice Gold Medal for Meritorious Service in Armament Engineering. Three years later Garand received an official government award, the Medal for Merit.22
Tooling at Springfield
As soon as the Garand was adopted, Springfield began preparations for producing it in quantity, but at that time the Armory was at low ebb, having lived on a hand-to-mouth basis since the end of World War I. A small cadre of skilled workers remained, engaged for the most part in turning out each year a few improved Springfield rifles and rifle parts. Most of the machine tools on hand had been in use for twenty or thirty years, and some even antedated the Civil War. Surveying these tools to determine which could be used in producing parts for the new rifle was in itself a major undertaking. Preparing manufacturing drawings, planning production line processes, and designing and making new tools, jigs, fixtures, and 161
gages were all equally time-consuming.23
In 1934 the Armory model shop had completed an order for eighty experimental Garands, but tooling up for quantity production was an entirely different matter. When work began in the fall of 1937 on an order for 1,500 rifles it soon became clear that many of the old machines that appeared to be in good condition had lost, through long use, the accuracy needed to meet close tolerances. It soon became clear also that an entirely new system of production would be required to achieve high-speed output. Determined that the new rifle should be manufactured by the most modern methods to attain a high rate of production with a saving of manpower, space, and operating cost, Ordnance launched a major retooling program at Springfield in the spring of 1938.24 Tooling engineers from all over the country were invited to aid in design of modern production equipment and to submit bids for its manufacture. Coming at a time when the machine-tool industry was in financial doldrums, this invitation met with a ready response. After detailed study of each rifle part, and consultation with machine tool builders, machining operations were substantially reduced. Many of the machine tools and much of the accessory equipment on hand at Springfield could be used in the modernized production setup, but the quantity of new equipment needed was substantial.
When Congress in 1938 appropriated $1,,800,000 for retooling, Ordnance anticipated the project would be completed by the end of the following year and would boost production from ten thousand to fifty thousand rifles per year.25 This sum supplemented approximately one million dollars that had already been expended at Springfield for new equipment and gages, primarily for the M1 rifle, since 1935.26 As the years from 1935 on had brought a gradual upswing in all activities at the Armory, Ordnance decided to modernize, to the extent of funds available, the whole Springfield manufacturing plant during the process of tooling up for output of the new rifle.27 While no new buildings were erected at the Armory before 1940, many improvements such as better wiring, new floors, and strengthening of supports as well as the shifting of existing machinery were required to house the new rifle-producing equipment and reorganize the production line. Some of the buildings at the Armory were positively archaic.
The first production models of the M rifle came off the line in September 1937
at a rate of about 1 o per day. By the time the first order for 1,500 was completed the following March, daily output stood at 20, and work was started on a second slightly larger order. Boosted to 40 in September 1938, daily output gradually continued to rise as new tools and equipment were installed and new orders were received, reaching a rate of 100 per day one year later and 200 per day or 50,000 per year in January 1940.28 But future requirements had also risen in the fall of 1939. Against a need for 150,000 new rifles during the next two years, Springfield could produce only about 100,000 if it continued on an 8-hour day. Under these circumstances General Wesson decided that the Armory should be kept on an 8-hour day and that additional rifles should be obtained from private industry. He reasoned that this plan would keep extra-shift reserve capacity at the Armory for an emergency and would enable industry to tool up for rifle production.
When Ordnance called for bids in the summer of 1939, two famous gunmaking concerns, Remington and Winchester, responded. Each submitted a bid based on the assumption that it would furnish all necessary tools and equipment. Winchester not only turned in the lower bid on this basis but also submitted an alternate bid—$1 million less—assuming use of tools and equipment being procured under its educational order. On the basis of this latter proposal, Winchester received a contract for 65,000 Garand rifles to be completed by June 1942. As the million dollar reduction in the second Winchester bid was approximately equal to the cost to the government of the educational order, there was no saving in money but there was a full year’s reduction in the time required for tooling up.29
Production Troubles
In the fall of 1939, just as the contract with Winchester was being signed, the Garand rifle made its public debut and at once ran into a storm of criticism, much of it related to the troubles experienced with the first production models of the new rifle. While the first eighty toolroom models, made in 1934 under the designer’s direct supervision, had performed superbly, the first production models were plagued by several new and unexpected minor troubles. The cam on the operating rod tended to stick, and the rear sights would not hold their adjustment. Another puzzling defect was that the seventh round in the clip often failed to feed, and frequently the 8-round clip jumped out of the gun after the seventh round had been fired. Eventually it was found that very
few of these defects were inherent in the design of the rifle. Nearly all stemmed from the fact that during retooling for mass production slight changes had been introduced in the shape and dimensions of some of the parts. Perhaps, one Ordnance officer later suggested, many of these troubles might have been avoided if Garand, a topflight machine-tool designer as well as designer of the rifle, had been consulted more closely during the retooling program. But other Ordnance officers challenged this view; they asserted that no liberties were taken with the design and that every engineering change made at the Armory had Garand’s approval.30
The Infantry, well aware of these troubles with the production models, was not alarmed, for it accepted the Ordnance Department’s assurance that the defects could and would be corrected. But the general public was kept in the dark regarding the troubles experienced with the rifle and the progress made in remedying them. So was the staff of the National Rifle Association, an organization that numbered its members in the hundreds of thousands and for almost half a century had been recognized as a quasi-governmental institution devoted to the promotion of small arms shooting as a part of the national defense. Had the NRA been kept fully and frankly informed, it might have provided constructive criticism and powerful support of any decisions reached by the Army.
Details of the construction and operation of the Garand had first been given to the public in the fall of 1938 with no hint of unusual production or performance difficulties.31 The first public demonstration came one year later when two hundred Garand rifles were sent to Camp Perry, Ohio, for use in the small arms firing school for civilians held in conjunction with the National Rifle Matches. The performance of these rifles immediately raised doubts. The expert rifle shots who had assembled for the annual marksmanship contest were accustomed to using the National Match Rifle, an improved Springfield made with extra care and painstakingly adjusted for the best results in long-range shooting. To these experts the Garand rifles did not appeal, for the Garands were battle rifles, not target models. Their sights gave good visibility under poor lighting conditions, but did not make for high scores at long ranges under match conditions. Even more disturbing to the sharpshooters was the fact that the Garand sights would not hold their adjustment.32 Ordnance was well aware of this problem and had in production at Springfield an improved gas cylinder assembly to correct it, but the public was not informed. Although civilians at Camp Perry were invited to test fire the new rifles they had a vague suspicion that everything was not above board. “There was always an Army man at the shooter’s elbow,” wrote one observer, “ready to snatch the rifle away and perform some sleight of hand at the slightest sign of a malfunction. Moreover, the members of the NRA staff, to their surprise, found that
they were unwelcome whenever they approached a Garand or wanted to fire it.”33
The Garand-Johnson Controversy
This official protective attitude toward the Garand was doubly suspicious in view of the fact that Capt. Melvin M. Johnson, Jr., USMC Reserve, had recently brought forth a rival semiautomatic. The Army had tested toolroom models of the Johnson rifle in the summer of 1938 and, following redesign, again in December 1939.34 It operated on the short-recoil principle and was designed so that its barrel could be quickly replaced in the field. The mechanical performance of the Johnson rifle was satisfactory, but in February 1940 the Ordnance Committee recommended that it be given no further consideration because it was not superior to the Garand for which Springfield Armory was already tooled.35 This action, coupled with the bad impression made by the Garand at the 1939 rifle matches, -set off the fireworks. The Washington Evening Star ran a series of three articles in February 1940 under the heading “Battle Efficiency of Garand Rifle Provokes Controversy.” The Associated Press reported in March that the House military appropriations subcommittee was giving the rifle controversy “exhaustive study behind closed doors.”36 After failing to get answers from the Army to its questions about the Garand, or rifles for test, the NRA published an editorial in the April 1940 issue of The American Rifleman expressing grave doubts about the new weapon and its slow rate of production.37 The editorial also questioned the Army’s decision to drop its 172-grain bullet in favor of the shorter range 152-grain bullet. The NRA urged the Army to lay all the facts on the table and clear up the whole rifle issue.
The flames of controversy were fanned higher in May 1940 when The American Rifleman published a long article by one of its staff members who had obtained a Garand for personal test. Though generally favorable to the Garand, the article pointed out shortcomings and cited the low production rate and the change in ammunition.38 This article, together with testimony being presented to Congressional committees, inspired a series of newspaper and magazine articles on the subject. Life called it “one of the greatest military squabbles in U.S. history.”39
During lengthy committee hearings Congressmen listened to conflicting testimony and found themselves as confused as the general public.40 It seemed for a time in the spring of 1940 that appropriations for the Garand rifle might be stopped
entirely and all the time and money spent in tooling up for its production might be wasted. The Army’s claim that the Garand was an excellent weapon and the best semiautomatic available was hotly disputed before the Congressional committees by proponents of the Johnson rifle who insisted their weapon was more accurate, was less complicated in design, easier to maintain in the field, and much simpler to manufacture. They also charged that the tests had not been conducted fairly.41 Ordnance replied that, as the Johnson rifle had never been produced in quantity, nor tested on a large scale, there was no real evidence that it would function better or could be produced more easily than the Garand. Long experience in weapons manufacture had taught Ordnance that unforeseen difficulties nearly always appear between the test of toolroom models and large-scale production, and that estimates of the time required to produce new weapons in quantity were seldom fulfilled.42 Meanwhile, a member of the U.S. Senate introduced a bill to force adoption of the Johnson as the standard rifle for the Army and Navy.43
In defending the decision to drop long-range ammunition and produce only shorter-range types for all .30-caliber machine guns and rifles, military spokesmen cited the Infantry Board’s findings that the more powerful ammunition was not required for combat, and that it was dangerous to use in training because suitable target ranges could seldom be found that would protect neighboring communities. Adoption of the lower-powered ammunition for machine guns was defended on the ground that the 81-mm. mortar eliminated the need for long-range machine gun fire; that the new ammunition would permit longer life of barrels and parts and the searching of more area on the reverse sides of slopes; and that use of one type of .30-caliber ball ammunition would simplify manufacture.44 The only real reason for the change, said the critics, was the heavy recoil when long-range ammunition was used in the Garand. Was it wise, they asked, to give up long-range ammunition to accommodate a weapon whose performance was doubtful in other respects?
In April and May 1940 the House and Senate committees approved funds for manufacture of twenty five thousand more Garands. Though the Congressmen were not altogether sure that the Garand was better than the Johnson, they agreed with the Army that, as Springfield was being tooled for the Garand, it would be unwise to launch production of a second weapon. Meanwhile the Marine Corps held off replacing its Springfields with either Johnsons or Garands, and the rifle controversy stayed very much alive all summer. Late in the year the Marines announced they
would conduct exhaustive tests of the Springfield, Garand, and Johnson, along with a third semiautomatic recently designed by Winchester. Held by an organization that had no bias in favor of the Garand such as had been imputed to Ordnance, these tests commanded widespread interest and respect. The final report placed the Garand first among the semiautomatics; though no more accurate than the Johnson, it had proved itself more rugged and more reliable in operation. The old reliable Springfield led the field in accuracy, ruggedness, and dependability, but it simply could not pour out lead as fast as the semiautomatics. The Winchester gun proved too susceptible to breakdown to be a serious contender in the competition. With release of this report and adoption of the Garand by the Marine Corps, public criticism of the new rifle subsided. Meanwhile Ordnance remedied the defects in the early production models, and output of Garands rose rapidly as the long slow process of tooling up neared completion. As the emergency deepened, Springfield and Winchester were soon working around the clock; by mid-1941 Winchester was turning out over one hundred rifles per day, the Armory one thousand.45
Improved techniques helped speed production and saved both time and scarce materials. For barrel manufacture, Springfield abandoned its practice of buying round bar stock of uniform diameter and substituted forged barrel blanks tapered toward one end. Time on the turning lathe machine for each barrel was cut in half. Cutting the rifling by broaches also saved time and yielded a better product.46 The introduction of tumbling as early as 1940 to supplant burring and filing of several small components was another production short cut that grew in importance during the war. As they came from the machines, small parts were put in a mixture of light abrasive and oil or water in used beer kegs obtained from the local brewery. The kegs were then rotated gently until the parts were worn smooth and could be rinsed clean with hot water.47 All these short cuts were important, for the Garand was not an easy gun to make. It consisted of some seventy parts and required nearly one thousand machining operations.48
As a result of all these efforts, U.S. troops entered World War II with semiautomatic rifles that gave them a decided advantage over their enemies. No other major power equipped its soldiers with a really good semiautomatic rifle. The
Russians used the M1940 Tokarev rifle extensively but abandoned it because of its many inherent defects. During the war the Germans produced a few semiautomatics but they were never very effective and did not reach the battlefield in significant numbers. The standard German rifle at the end of the war was still a bolt-action piece. The only reasonably satisfactory Japanese semiautomatic in World War II was an imitation of the Garand.49
The Carbine Enters the Picture
One of the most popular items of ordnance used by American troops in World War II was the lightweight carbine. Designed to replace the automatic pistol for certain purposes, it was intended primarily as a defensive weapon for service troops; but it also appealed to combat infantrymen as a companion weapon for the more powerful Garand, and was affectionately nicknamed “baby Garand.” Fully loaded with a 15-cartridge magazine and with sling attached, it weighed less than six pounds and was about three feet long. It was fairly accurate at ranges up to three hundred yards—at least four times the effective range of the pistol. A gas-operated, semiautomatic weapon, the carbine followed some of the design principles of the Garand, but with certain distinctive features.
Selecting the Best Design
By definition, a carbine is a light rifle with a short barrel, commonly used during the nineteenth century by mounted troops. Early in the twentieth century, carbines passed out of the picture in the United States as the Springfield rifle, adopted in 1903, proved satisfactory for both mounted and foot troops. But by the 1940s, aircraft, tanks, and new infantry weapons had brought about marked changes in military tactics. Cavalry was no longer as important as it had been, but new elements with even greater mobility had come on the scene with the result that flanks and rear areas, including airfields, were under constant threat of air or mechanized attack. At the same time, the addition to small infantry units of such weapons as machine guns, trench mortars, and antitank guns brought the need for an auxiliary offensive-defensive weapon for the soldiers who manned them or carried ammunition for them. The pistol was ideal for combat at point-blank range. It was issued to officers, to troops manning crew-served weapons, and to rear area service troops, but few soldiers could hit anything with it beyond twenty-five yards. As a full-size rifle was unnecessarily heavy for such troops, the carbine seemed to be the answer.50
The Infantry, as early as 1938, had asked that Ordnance develop a .30-caliber carbine weighing five pounds or less, and with an accuracy range of three hundred yards. Ordnance objected on the ground
that such a weapon would require special ammunition. But the Infantry pressed its demand, and in the fall of 1940 a definite requirement was set up for a weapon of this type.51 Thereafter events moved with bewildering speed. Ordnance requested Winchester, which had extensive experience with ammunition for semiautomatic weapons, to undertake design of a cartridge for the proposed carbine. Modeled on an existing Winchester .32-caliber cartridge, the new carbine ammunition was submitted in November 1940, found satisfactory, and approved for production in small experimental lots.52
Meanwhile Ordnance had sent a circular to gun manufacturers and designers throughout the country inviting submission of model weapons for preliminary engineering tests. Of the nine models presented for trial in the summer of 1941, three did not meet the general specifications and were withdrawn, leaving six models actually tested. Though all showed promise, none was entirely satisfactory. As a result of the tests, the Ordnance Committee dropped the requirement for full-automatic fire, deciding that the proposed carbine should be strictly semiautomatic. Two of the guns tested showed such promise that five tool-room models of each, embodying the improvements recommended after the tests, were ordered. One was the Bendix Aviation Corporation entry designed by George J. Hyde; the other was the Springfield Armory entry designed by John C. Garand. In August 1940, Hyde had become associated with the Inland Manufacturing Division of General Motors Corporation, and had constructed there the toolroom models of his design. At the same time, Inland signed a contract for preparation of production studies of both the Hyde and Garand models.53
Since none of the models tested in May and June proved satisfactory, Ordnance extended the deadline until 15 September 1941, the date set for the final service tests. It urged inventors to improve and resubmit their guns, and invited designers who had not yet entered the contest to do so. In July 1941 Ordnance, impressed by an improved version of Winchester’s semiautomatic rifle, asked Winchester to build a sample carbine of similar design. Fully occupied with production of the M1 rifle and other development work, Winchester had not submitted a carbine for the earlier tests. But in just fourteen days after accepting Ordnance’s invitation to construct a carbine, Winchester completed a handmade first model. Though not a finished product, it passed its preliminary tests at Aberdeen on 11 August 1941. There remained only thirty-four days for Winchester to perfect its design and complete an improved specimen for entry in the general service tests set for 15 September. After intensive day and night work
that set a new record for weapon development, Winchester met the deadline.54
All told, six models were entered in the September tests, including one each of the two designs that had earlier showed such promise that Ordnance had ordered tool-room models. The Winchester carbine outperformed them all. On 30 September 1941, exactly one year after Ordnance had first announced that a carbine was desired by the Army and only two months after Winchester had started work on its design, the Ordnance Committee recommended standardization of the Winchester model. This recommendation was formally approved on 22 October 1941, and the new weapon was given the designation carbine, caliber .30, M1.55
Production Contracts
Just as speed had keynoted development of the new weapon, speed became the goal for getting into production. The first requirement was set at 886,698, and funds were at once made available for procurement.56 Since Winchester’s facilities were inadequate to turn out this number, Ordnance selected as a second contractor GMC’s Inland Division, which had gained some knowledge of carbine manufacture through its production studies of the Hyde, Springfield, and Winchester models. Without waiting until an agreement could be worked out with the government regarding manufacturing rights, Winchester quickly agreed to share its knowledge with Inland. In November 1941, Ordnance placed large contracts with both Winchester and Inland for each to produce at the rate of one thousand per day.57 Soon thereafter Winchester assigned a license to the United States Government for production of M1 carbines in exchange for a fee of $886,000.58
Post-Pearl Harbor Requirements
Pearl Harbor found the United States with something over 1,600,000 rifles on hand, in depot stocks, and in the hands of troops, including state guards. They were mostly Springfields and Enfields, but included nearly 350,000 new Garands. The inventory also included about 480,000 pistols and revolvers, about 60,000 machine guns (mostly .30-caliber) and some 56,000 BAR’s.59 During the hectic weeks that followed the attack on Pearl Harbor, Anglo-American planners drew up ambitious programs for procuring millions of additional small arms. In his message to
Congress on 6 January 1942, President Roosevelt set the pace by listing requirements for one million machine guns of all kinds. In the Army’s munitions program of February 1942, rifle requirements were set at four million for the year 1942; the staggering total of twelve million rifles became the goal for production by June 1944. In addition, more than four million carbines were to be turned out during the same 30-month period, plus three and a half million pistols and five million submachine guns. The grand total was twenty five million weapons.60 Only about one-third of the rifles were for United States forces; the remaining two-thirds—over five million Springfields, nearly a million Gar-ands, and over a million Enfields—were scheduled for lend-lease.
Even for some of the Army people these figures appeared high. The following exchange at the production conference on small arms in February 1942 illustrates the feeling of incredulity with which some planners viewed the post-Pearl Harbor requirements:
Gen. Somervell: I would just like to ask a question. It may be terribly ignorant, but we set up for an American army of 10 million people, 528,000 of these machine guns. Now we are proposing to build 1,302,000 of them. In other words, it will be for an army of about 24 million people.
Judge Patterson: What’s this? Where do you get that figure?
General Somervell: Take line three. ... God, I just don’t believe it.
General Aurand: I can explain it . . About from 75 to 80 percent of the tanks that are on this program are Defense Aid tanks. ... If we are going to get the tanks ... and other things that are in there, we are going to have these machine guns for them.
General Moore: They are basing that on a lot of wastage, a lot of short life for tanks, and of course if a tank goes out, a machine gun goes with it. So it really isn’t based on the number of men: it is based on the tanks.61
To supply U.S. ground forces with small arms, to provide machine guns for airplanes and tanks, and to meet the sometimes frantic demands of friendly nations—all this added up to an impossible production load. Ordnance drew up plans to boost output of rifles, machine guns, submachine guns, and pistols, but by June 1942 requirements were scaled down, chiefly through cuts in lend-lease. Garand rifles, for example, were eliminated altogether from foreign aid and were reserved exclusively for U.S. forces. By November 1942 requirements had been cut still further to bring them within the realm of possible achievement. Lend-lease requirements were set at about two and a half million rifles, mostly .303-caliber Lee-Enfields. For U.S. forces the November 1942 Army Supply Program called for more than three and a half million Garands and nearly five and a half million carbines by December 1944. Production schedules for these two weapons were closely coordinated because it was hoped that a shortage of one could be temporarily offset by increased production of the other.
Rifle Production
World War II rifle production in the United States included five main types: the Springfield, the Browning automatic
rifle (BAR), the British Lee-Enfield, the Garand, and the carbine. (See Table 15.) The newest and smallest, the carbine, won the quantity production laurels, its more than six million nearly equaling the total for the other four. The Garand was the preferred weapon for front-line troops, but during 1942 and 1943 its production could not keep up with demand. Oldest of the lot was the Springfield, adopted while Theodore Roosevelt was in the White House but still able to hold its own when matched with newer designs, and useful as a substitute for the Garand. Most unusual from the production viewpoint was the BAR, manufactured chiefly by a group of firms known as the New England Small Arms Corporation.
Springfields
As noted above, manufacture of Springfield rifles for the British got under way in 1941 at Remington’s Ilion plant with machinery shipped from Rock Island. But many problems arose. Some machine tools needed by Remington were not supplied by the arsenal, and many were badly worn from previous hard use. Remington had to obtain hundreds of new manufacturing drawings as well as a large number of gages. Worst of all, the tools and techniques from Rock Island were outdated; newer and cheaper manufacturing processes developed since 1918 had not been adapted to manufacture of the Springfield rifle. In the early days, highly skilled craftsmen had literally hewn parts of the Springfield out of solid steel blocks and, by careful machining and hand finishing, had produced components that functioned so well when assembled that every gun fancier was proud to own a Springfield. But such methods were costly in terms of time, materials, and skilled manpower.
Just as the first pieces were coming off the line at Ilion, Pearl Harbor brought a desperate need for speedier production. Remington at once began work on design changes and improved techniques to simplify manufacture. It eliminated the polishing of outside surfaces; increased tolerances on outside surfaces to permit finishing of forgings by buffing instead of machining; redesigned twenty-three parts so they could be made of stampings instead of forgings; and eliminated several parts completely. As a result, each rifle required less steel, less labor, and less machine-tool time. More parts were subcontracted to firms with stamping facilities. The modified gun—no longer the collector’s pride, but still an effective weapon—was approved for manufacture in May 1942 as M1903A3.62 Another change to speed production came later when tests at Aberdeen proved that two rifling grooves gave just as good results as the traditional four, but the effect on production was not great because plants already tooled for 4-groove production continued without change.63
Requirements for Springfields were so high in early 1942 that Ordnance brought in a second producer, the L. C. Smith-Corona Typewriter Corporation of Syracuse, N.Y. The first contract was for 100,000 rifles followed in July by a second order for 280,000 to be completed by December 1943. Smith-Corona subcontracted with twenty other firms for minor components. Production was hampered by the fact that Remington had not completed its redesign work before Smith-Corona started production. A continuous series of design changes marked the production period, with one change order in July 1943 affecting practically every component.64
By the fall of 1943 termination of contracts for Springfields was in sight, for Garands and carbines were by then being turned out in quantity and requirements had been lowered. Remington and Smith-Corona completed their final rifles in February, 1944. Remington continued with the manufacture of spare rifle parts while Smith-Corona, after completing 234,580 M1903 rifles, returned to making typewriters. Total output of the two contractors was 1,318,951 M1903 rifles of all types.65
Lag in Garand Production
In the fall of 1941 Springfield Armory’s production of 1,000 Garands per day looked good, but after Pearl Harbor it fell far short of meeting requirements. It had to be raised to 2,000 per day, and then
boosted to 3,000 while Winchester raised its output from ioo per day to 750. In August 1942, total production amounted to 68,660 for the month while requirements to the end of the program in June 1944 stood at about four million, or 200,000 per month. It was a huge gap that was not closed until the war was nearly over.
All during 1942, 1943, and early 1944 production of the Garand lagged behind requirements, lending support to the argument of critics that it was a hard-to-manufacture weapon. Springfield was plagued by one problem after another.66 Slow deliveries of new equipment hampered it at the outset, and then lack of materials slowed production. Late in 1942 the War Production Board, apparently acting without full knowledge of the facts, canceled the Armory’s order for receiver steel with the result that forging operations on receivers stopped for four weeks. New broaching techniques were adopted to save time and material, but for a long period the Armory’s broaching capacity was insufficient to meet the rifle schedule of 90,000 per month. Labor turnover. including the drafting of several experienced machine operators, also held back production. At Winchester; slow delivery of new heat-treating furnaces delayed production. The requirement of complete interchange-
Table 15: Rifle Production, 1940-1945
| Type of Weapon | Quantity |
| Garand (including 6,896 sniper models) | 4,014,731 |
| Springfield (including 28,365 sniper models) | 1,318,951 |
| Browning automatic (BAR) | 188,380 |
| Lee-Enfield, .303-caliber (British) | 1,030,228 |
| Carbines, .30-caliber | 6,117,827 |
Source: Whiting, Statistics, Table PR-8.
ability of all parts caused Winchester the most trouble, for in commercial practice such interchangeability was not required.67 Considering the long period of preparation at Springfield Armory, Winchester’s educational order in 1939, and the urgency of Garand production, output during the 1940-42 period was a major disappointment in the Ordnance record. The weapon’s high quality was not matched by a sufficiently high rate of production until the end of 1943.68 (Table 15)
Carbines
The ink had barely dried on the first two carbine contracts with Winchester and Inland in 1941 when the United States found itself at war. Before Pearl Harbor, requirements for carbines had stood at 886,698, but the War Munitions Program drawn up in February 1942 listed over one million needed by the end of 1942 and over three million by the end of 1943. As Winchester and Inland were being set up to produce only one thousand each per day and could not start producing at all before June, achievement of the one million goal for 1942 was clearly impossible for them. Part of the 1942 shortage could be offset by speeding production of Springfields and by issuing old Enfields in place of carbines, but for the future additional producers had to be lined up. As no single plant could meet the whole deficit, five smaller plants were placed under contract, each to turn out thirty thousand carbines per month. Known as the second wave of carbine plants, these were the Rock-Ola Company and Quality Hardware and Machine Company, both of Chicago; Irwin-Pederson Arms Company of Grand Rapids; Underwood-Elliott-Fisher Company of Hartford, Conn.; and the Rochester Defense Corporation of Rochester, N.Y.69 Most were inexperienced in munitions making, having turned from making hardware, juke boxes, and
typewriters; yet all but one proved successful.
No sooner had these five new producers been added than further expansion became necessary. By June 1942 carbine requirements had jumped to over four million needed by the end of 1943. In what was known as the third wave of expansion a contract was awarded in August 1942 to Standard Products Company of Port Clinton, Ohio, for manufacture of carbines at the rate of forty five thousand per month.70 Meanwhile Inland had started producing in June, only six months after signing its contract, and by the end of the year reached a rate of one thousand per day. Winchester started producing in September, followed by Underwood-Elliott-Fisher and Rock-Ola in November. Although the November 1942 Army Supply Program made deep cuts in most items, the drop in carbine requirements was slight and the need for additional producers again became apparent. In January and February 1943 contracts were placed with International Business Machines Corporation and Saginaw Steering Gear Division of General Motors Corporation, both of whom were nearing completion of orders for other types of small arms. This so-called fourth wave brought the total of carbine prime contractors to ten. Of this group, Inland, the first plant to start producing, became the leader, making available to other firms the details of its manufacturing techniques along with drawings and specifications for tools, jigs, and fixtures. Because of its close contacts with gage manufacturers, Inland was awarded a contract for procurement of gages for the entire carbine program.71 Of all the carbine contractors, the only one that failed to produce was Irwin-Pederson. After this concern experienced many production problems Ordnance canceled the contract, purchased the company’s plant at Grand Rapids, and arranged for Saginaw Steering to operate it.72
Integration Committees
With so many contractors in the carbine picture the need for over-all coordination soon arose. In late March 1942 Ordnance called together representatives of the seven prime contractors, discussed production problems, and gradually worked out procedures for interchange of ideas, raw materials, and machine tools. At first called Carbine Production Committee, this group later took the name of industry integration committee in common with other similar committees formed by the Ordnance Department. The carbine committee appears to have been the first such committee formed by the Ordnance Department, with the mechanical time fuse committee a close second. The carbine committee was headed in the beginning by Lt. Col. Ed-
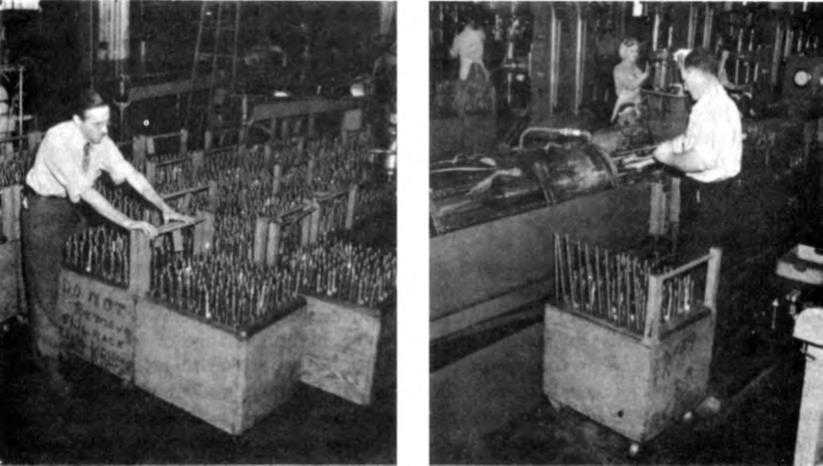
Producing carbine barrels. Finished barrels ready for the assembly department (left); broaching the rifling grooves in the carbine barrels (right).
ward C. Franklin as chairman and Mr. D. M. Fincke of the Underwood-Elliott-Fisher Company as assistant chairman. It became a central clearing house for all sorts of problems encountered by the prime contractors.
In the early stages, the committee held meetings every month or six weeks to discuss engineering changes that would improve the functioning of the carbine or speed its manufacture. It forwarded recommendations to the Office Chief of Ordnance and Springfield Armory for review and approval.73 Meetings to discuss inspection procedures were held at regular intervals and included representatives of district offices and resident inspectors from each carbine plant. At frequent intervals the committee conducted interchangeability tests as checks on the standardization of inspection procedures at the various plants. Carbines from each plant were brought together, disassembled, their parts systematically scrambled, and then reassembled and tested.74
A special problem for carbine producers was the supply of alloy steel. Though the amounts required by the individual carbine contractors were small, the contractors were compelled to buy in large quantities at the insistence of the steel mills, which would deliver only minimum mill heats. This left some carbine producers with a year’s supply of steel on hand while
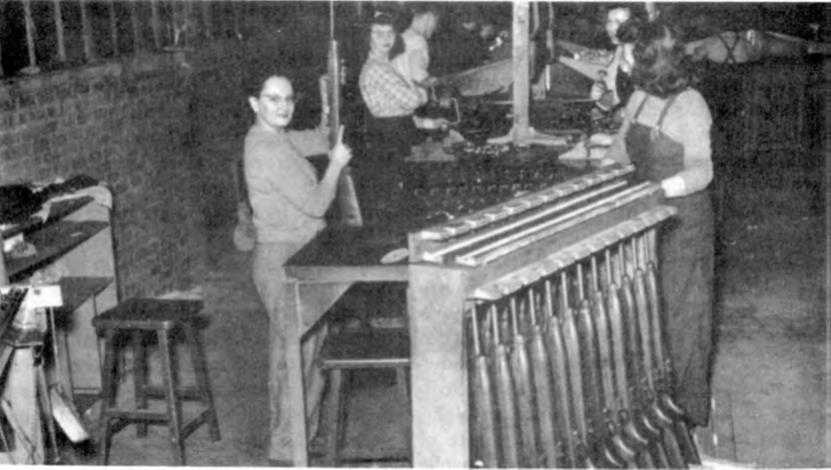
Completed Carbines, .30-caliber M1, are checked by company inspectors at end of assembly line.
other producers were unable to get enough to assure continuous production. To deal with this situation a Raw Materials Facility, or central steel warehouse, was established and operated under contract by Brace-Mueller-Huntley, Inc. The carbine contractors, together with machine gun and other small arms contractors, placed their special steel orders with this central warehouse; it in turn pooled them into Large orders placed with the steel mills. The Raw Materials Facility contract was canceled in the spring of 1943, shortly after the Controlled Materials Plan became effective.75
The Production Record
Only 115,000 carbines were delivered in 1942 against a requirement for more than one million, and Springfields and Enfields had to be substituted for carbines. But in 1943, with ten plants in production, output reached nearly three million, against a requirement for four million. As requirements for 1944 were only half those for 1943, the deficit was carried over to make 1944 requirements approximately three million. The end of 1943, with production at the rate of 500,000 per month, found Ordnance planning drastic cuts in carbine capacity. Action followed promptly, and of nine firms in production in January only two, Inland and Winchester, were still
producing in June. Both the latter firms were low-cost producers and both were in noncritical labor areas. Between them they were easily able to meet carbine requirements for the rest of the war. Total production of carbines during three and a half years was a little over six million, probably the greatest quantity of small arms of any kind ever produced in such a short time.
In the spring of 1944 the Army achieved its original goal—a carbine that could be set for full automatic as well as semiautomatic fire. The M2 carbine, as it was called, went into production at Inland in April 1944 and at Winchester the following month. By April 1945, with the collapse of all German resistance in sight, Inland had reached a production rate of more than 100,000 per month. Meanwhile M1 carbines not yet issued to troops were modified for selective automatic fire.76
The BAR
The Browning automatic rifle—part rifle, part machine gun—was familiarly known to U.S. infantrymen of both World Wars as the BAR. Only slight change occurred in the 1918 model during the 1920s and 1930s, and substantial quantities left over from World War I were held in storage. But, after transfer of some twenty-five thousand to the: British in 1940–41, followed by rapid expansion of the U.S. Army, the post-Pearl Harbor requirement for 150,000 BAR’s demanded immediate new production as well as modernization at Springfield Armory of the M1918s in stock. During the winter of 1941-42, six New England firms,77 with encouragement from Ordnance, formed the New England Small Arms Corporation for manufacture of BAR’s and other munitions, using some government-owned equipment left over from World War I. After award of the first contract early in 1942 this corporation continued throughout the war as the main source of BAR’s. Manufacture of components was carried out by the six member companies in their own plants or by subcontractors. The corporation encountered its share of manufacturing problems, including scarcity of machine tools, slow delivery of materials, lack of skilled workers, and mistakes in Ordnance drawings.78 But production began early in 1943 and eventually rose to a total of over 168,000 rifles plus spare parts.
Ordnance had meanwhile placed a contract with a second producer, International Business Machines, to assure an adequate supply. This firm quickly reached the production stage and by May 1943 was turning out five thousand BAR’s per month. A few weeks later requirements dropped and Ordnance terminated the contract after only about twenty thousand rifles had been produced. To make use of the equipment IBM had installed, Ordnance placed with IBM a substantial order for carbines, which were then on the critical list.79
Machine Guns
With about 140,000 machine guns left over from World War I, the Army felt no
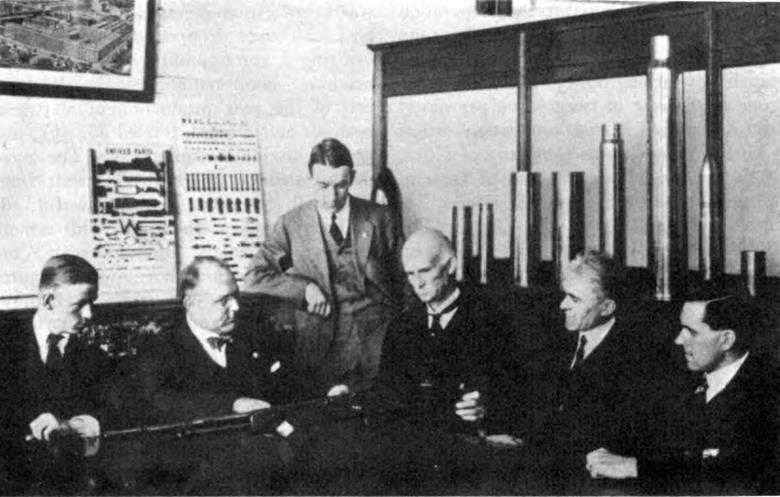
John M. Browning, Gun Inventor, attending a World War I conference with officials of the Winchester Repeating Arms Company. From left: Val A. Browning, Edwin Pugsley, Fred Werme, Mr. Browning, Frank F. Burton, and William C. Roemer.
urgent need for new production during the 1920s and early 1930s. As time went on, the various wartime types—Lewis, Vickers, Marlin, and others—were one by one declared obsolete, though prudently kept in storage for an emergency, until only the Browning models remained as standard. At Springfield and Rock Island the M1917 Brownings were modified and given new designations, M1917A1 (water-cooled) and M1919A4 (air-cooled) . The one outstanding machine gun development of these years was the redesign of the .50-caliber Browning machine gun so that it could be quickly converted to serve as tank, aircraft, or antiaircraft weapon. The heavy barrel of the tank gun, the water-jacket barrel of the AA gun, or the lighter parts of the aircraft gun could be attached in a matter of minutes without modification of the basic receiver. This simplified design, adopted in 1933, eased manufacture, maintenance, and troop training throughout the war.80
Of the commercial gunmaking firms in the United States, only Colt retained active interest in machine guns during the interwar years. Under contract with Ordnance, it made production studies on
Browning guns, both .30-caliber and .50-caliber, and contributed to the preparation of descriptions of manufacture. In 1939 Rock Island installed a production line capable of turning out .30-caliber machine guns at the rate of twenty five per day,81 and Ordnance placed production orders with the Savage Arms Company of Utica, N.Y., and with four divisions of General Motors—Saginaw Steering, Frigidaire, AC Spark Plug, and Brown-Lipe-Chapin. The British placed contracts with Colt and three other firms to make machine guns for planes and tanks being built in the United States for the British Army, and to all these firms Ordnance released its latest designs. Thus, total machine gun production capacity created during the defense period for the U.S. Army and its allies was considerable. By Pearl Harbor, Ordnance had contracted for annual production of some 430,000 .30-caliber and 300,000 .50-caliber guns, and ten plants, including Rock Island, were in production. supported by scores of subcontractors.
When President Roosevelt announced his “must” program in January 1942, he called for the production of 500,000 machine guns each year for the next two years. The War Munitions Program of February 1942 put total requirements at 1,302,000 for 1942-43 and the first half of 1944. To meet the demand for aircraft guns Ordnance found itself well prepared; it was able to report in February 1942 that output of caliber .50’s was running well ahead of plane production, so far ahead, in fact, that caliber .50’s were being mounted on 37-mm. AA carriages as additional weapons. General Wesson had told his staff earlier: “Forget everything else, but be sure you have a gun on every plane that comes out of this country; I don’t care where it goes, I want a gun for it.”82 For ground machine guns, capacity was below requirements early in 1942 but tank objectives dropped during the year, bringing a corresponding drop in ground machine gun requirements.83 By the end of the year production of all types, both air and ground, totaled 662,331, just enough to meet requirements. The most sharply defined trend was the shift from the small .30-caliber to the powerful .50-caliber aircraft machine gun with armor-piercing, incendiary ammunition. (Table 16) Hidden within these over-all figures were many stops and starts as requirements were cut and factories shut down at one point only to be followed .by an emergency demand for new production a few months later.
The .50-caliber aircraft gun program reached its peak during early 1944 when production capacity rose to 45,000 per month, just enough to meet the Army Supply Program requirement of 540,000 for the year.84 With 1945 requirements set at 747,000 guns, Ordnance planned to build two additional plants, but dropped the matter during the second half of the year when requirements were cut and surplus machine guns piled up in Field Service warehouses. The contract with the Buffalo Arms Corporation, a high-cost
Table 16: Machine gun production, 1940-1945
| Size | *1940 | 1941 | 1942 | 1943 | 1944 | †1945 |
| .50-cal. (all types) | 5,155 | 49,479 | 347,492 | 641,638 | 677,011 | 239,821 |
| .30-cal. (all types) | 3,633 | 27,672 | 314,839 | 188,331 | 121,771 | 62,977 |
* Covers only period from 1 July through 31 December 1940.
† Covers only period from 1 January through 31 August 1945.
Source: Whiting, Statistics, Table PR-8.
producer in a tight labor area, was terminated early in 1945, and Kelsey-Hayes was put in a standby status.
Production engineers worked miracles in simplifying processes, saving material, and speeding production of machine guns. Rifling broaches more than cut in half the time required for rifling barrels. Pearlitic malleable iron castings, known as Arma steel, not only saved scarce steel alloys but proved superior to the steel or bronze originally used for certain machine gun parts. Substitution of castings, stampings, or a combination of stamped and riveted parts for completely machined parts saved countless man-hours and machine-tool-hours, and resulted in lower costs. There were problems, too, that had to be ironed out through the Machine Gun Industry Integration Committee. Some problems stemmed from the fact that commercial machine gun production had been on a small scale during the preceding two decades, and had been limited to one manufacturer. Colt’s small peacetime orders had not warranted extensive application of mass-production techniques. Tolerances, specifications, and inspection rules had not been worked out in sufficient detail to guide numerous producers unfamiliar with gunmaking, nor were the rules always applied in the same way. The General Motors plants, for example, complained that inspectors were rejecting parts for exceeding tolerances on the drawings although the parts were identical with those taken from sample guns made by Colt. Tripods were the chief bottleneck in 1941 and could be turned out in adequate quantities only by adopting less complicated designs.85 An Army inspecting officer reported in April 1943 that, although production to date had been “extremely satisfactory,” some of the older plants clung to outmoded methods, resisted change, and were generally less efficient than the newcomers.86 But, all things considered, machine gun production was one of the most successful features of the whole Ordnance program.
Submachine Guns
In June 1942 Ordnance placed an order for a new type of Thompson submachine gun, the M2, with the Marlin Firearms Company of New Haven, Conn.; but, before production started, the M3 supplanted
the M2.87 Built along the lines of the British Sten and the German Schmeisser, the new gun had been designed by the Inland Division of General Motors. As all Inland’s capacity was committed to production of the carbine, a contract for the M3 went to another General Motors division, Guide Lamp, with Buffalo Arms Corporation making the bolt.
The M3, nicknamed the “grease gun” for its resemblance to the tool used for lubricating automobiles, weighed less than a Garand, yet it could fire .45-caliber pistol ammunition at a rate of four hundred shots per minute and could be produced for as little as $20. It was of the type known in Europe as “machine pistols.” With its folding stock and barrel removed for packing it was small enough to fit into a briefcase. In contrast to the precision-made Thompson the M3 was designed for cheap mass production with unskilled labor, making full use of stamped metal parts and other short cuts. But it did not escape manufacturing problems. There were so many manufacturing problems, in fact, that, for lack of M3’s, manufacture of M1’s had to be continued into February 1944 instead of stopping as planned in the fall of 1943. All told, some 621,000 M3’s were produced as compared to roughly twice that number of Thompsons and M1’s combined.88
In making M3’s, Guide Lamp adopted an entirely new process for rifling the barrel, using neither the traditional hooked cutter that required an experienced operator nor the more or less automatic broaching machine. Instead, it inserted in each barrel a mandrel that had the rifling lands and grooves cut on its outside surface in reverse. A powerful hydraulic press then forced the barrel through a ring die, squeezing it forcibly against the hard steel mandrel and thus imprinting the rifling on the inside of the barrel. The barrel’s tight grip on the mandrel was then loosened by an ingenious centerless rolling machine that stretched the metal slightly. The whole sequence of press work, rolling, and mandrel removal could be performed by three girls, and each mandrel, made of special nondeforming steel, lasted for thousands of barrels.89
The Bazooka Rocket Launcher
Most impressive small arms development of the year was the `bazooka’—a rocket-launching device operated by two men. Armed with this weapon, the individual foot soldier possessed, for the first time, the means whereby he could, single-handedly, do battle with a tank.
So wrote the Chief of Ordnance in his annual report for the fiscal year 1943. After a century of neglect the rocket had again come into its own as a weapon of war, and the United States, though slower than other countries to take it up, made rapid strides after Pearl Harbor.90
In its original form the bazooka was one of the simplest pieces of equipment ever produced by Ordnance. It consisted essentially of a 54-inch steel tube of 2.36-inch inside diameter, open at both ends, equipped with two hand grips, a trigger, and simple sights. When Ordnance first
Officer Candidates at Fontainebleau, France, learning to fire the 2.36-inch bazooka.
asked General Electric to manufacture bazookas it allowed the company only thirty days for delivery of 5,000. GE had to spend nearly half the allowed time in making working models for test by Ordnance; not until the fourteenth model was tested did Ordnance give its approval. Then GE threw all its resources into assembling materials and setting up a makeshift production line. Skilled workmen were borrowed from many departments; office workers with technical skills went to work on production lines; executives and foremen lugged materials and lent a hand whenever needed. According to the company’s historical report, the 30-day deadline was met with eighty-nine minutes to spare.91
The bazooka was such an immediate success that Ordnance asked General Electric to produce some sixty thousand more in 1942, nearly one hundred thousand in 1943, and two hundred thousand in 1944. Battlefield reports dictated a number of design changes, starting with deflectors to protect the gunner against backblast of slow-burning rockets in cold weather. This was followed by wrapping the rear section of the barrel with piano wire to reinforce it against detonation of rocket motors within the launcher, substituting a generator for batteries in the firing mechanism, eliminating the forward hand grip, and, in the fall of 1943, the most radical change of all, the take-apart launcher Mg. Each design change posed its own problems, but, as the bazooka enjoyed a high priority, nothing was allowed to stand in its way for very long. In fact, production schedules were met more consistently on the bazooka than on any other item of small arms manufacture. Perhaps the worst failure was that of the Magnavox Company to produce the complicated firing device on schedule.92
General Electric’s Bridgeport works, though making use of more than one hundred subcontractors, carried the production load almost single-handedly for the first two years, despite objections by the
Smaller War Plants Corporation that the work should be shared with small business. In June 1944, when requirements were boosted, a contract for part of the requirement was placed with a small concern, the Cheney Bigelow Wire Works of Springfield, Mass. The Springfield Ordnance District was at first skeptical of the company’s ability to meet production schedules, but during the winter of 1944-45 Cheney Bigelow turned in an excellent record of production on the M9A1 launcher. Further orders were canceled in May 1945 at both GE and Cheney Bigelow, though GE continued until the Japanese surrender to work on an experimental order for five hundred aluminum launchers. Cheney Bigelow had produced some forty thousand, and GE nearly four hundred and fifty thousand.93
Recoilless Rifles
Though the basic idea of the recoilless rifle, which ranks with the bazooka as one of the most impressive ordnance developments of World War II, was perhaps a century old, its practical application came only in the 1940s under the forced draft of war research. The 57-mm. recoilless rifle put artillery fire power in the hands of the individual foot soldier, for it required no ponderous carriage or recoil mechanism. It was, in fact, an altogether new type of weapon for the infantry’s arsenal. Developed by the Small Arms Division of the Ordnance Research and Development Service, and light enough to be fired from the shoulder, it was usually classed as a small arms weapon, though it fired artillery-type explosive shells. The larger 75-mm. rifle was more nearly an artillery piece. Whatever their classification, they were outstanding new weapons; only their late arrival in the last months of the war robbed them of honors they might otherwise have won.94
After demonstration of 57-mm. and 75-mm. recoilless rifles at Aberdeen in September 1944 for the Secretary of War and high-ranking officers of both War and Navy Departments, orders for one thousand of each were placed with industry. The guns were tentatively named “Kromuskits” in honor of the two Frankford Arsenal inventors, William J. Kroeger and C. Walton Musser, but the name did not stick. Final design work was completed in conferences attended by representatives of both the small arms designers and artillery production engineers. As the Ordnance districts reported that no U.S. facilities to manufacture the 57-mm. weapon were available, a contract went through the Detroit district to the Dominion Engineering Works in Canada. An order for the 75’s went to the Miller Printing Machinery Company of Pittsburgh, Pa., and by March, 1945, production was under way without serious difficulties. Approximately one hundred recoilless rifles reached the European theater in mid-March 1945, about six weeks before Germany surrendered, and proved effective. Others went into action on Okinawa in May and June with spectacularly successful results. Before production stopped at the end of the

Loading a 57-mm. recoilless rifle on Okinawa, June 1945.
summer, 1,238 75’s and 951 57’s had been accepted.95
Miscellaneous Items
Under the small arms heading fell a number of miscellaneous items such as pistols, revolvers, bayonets, trench knives, helmets, and body armor. None was of great importance in the over-all procurement picture but, taken together, they rounded out the essential equipment of combat troops. Prominent among these minor items were .45-caliber pistols and .38-caliber revolvers. Pistols were made at first only by Colt but in 1942 three other producers were added—Remington-Rand, Union Switch and Signal, and the Ithaca Gun Company. As Springfield Armory and the High Standard Manufacturing Company had the needed capacity for making pistol barrels, they supplied the pistol contractors, as did the Flannery Bolt Company for a time. Pistols were not a high-priority item and were in short supply during the whole war, their production suffering from run-of-the-mill obstacles such as low priorities and fluctuating requirements.
The experience of Remington-Rand illustrates the problem. The company took over a vacant plant and bent every effort during 1942 and 1943 to train new workers, acquire needed tools, and build up production. Just as its production line was shifting into high gear at the end of 1943 the company’s order was slashed. After workers had been laid off and production virtually halted, the company received an urgent request from Ordnance in the
spring of 1944 to restore and even increase its former rate of production. Ordnance was keenly aware of the fact that such starting and stopping of production was most uneconomical, but was forced into it by fluctuating requirements. Adoption of the carbine brought some reduction in over-all pistol requirements, but the demand for pistols nevertheless remained strong throughout 1944. Almost two million pistols were produced during the war, plus 889,000 .38-caliber revolvers, most of the latter by Smith and Wesson, Inc.96
Among small arms items, not including ammunition, steel helmets chalked up a record for quantity production, with more than twenty two million delivered before V-J Day. In 1940 the first contract with the McCord Radiator and Manufacturing Company of Detroit called for production of the famous World War I tin hat whose shallow pan-shaped design made it a comparatively simple item to produce. But soon a deeper model that gave more protection to the sides and rear of the head was adopted in 1941 after some 900,000 of the 1917 models had been produced. The switch to a new design held up production at a critical time and brought upon Ordnance a fair share of criticism, but McCord eventually solved the problem of mass-producing M1 helmets of tough Hadfield manganese steel. After turning out only 324,000 in 1940-41, McCord delivered five million in 1942. Meantime special flyer’s helmets were standardized and nearly 400,000 were produced during the 1943-45 period. Protective vests, aprons, and groin armor for flyers also went into quantity production during the last two years of the war as experience showed that air crews needed protection against low velocity shell fragments and, unlike ground troops, could afford to sacrifice freedom of body movement for protection.97
Before the termination telegrams went out in August 1945, Ordnance had accepted some 21,000,000 rifles, machine guns, and other small arms to equip the U.S. and Allied armies, navies, and air forces. Although dwarfed by expenditures for artillery and artillery ammunition, the $2 billion small arms program nevertheless loomed large in comparison with the procurement activities of other technical services. From January 1942 to the end of 1945, the dollar value of small arms deliveries exceeded the dollar value of all procurement by either the Transportation Corps or Chemical Warfare Service, and was more than double that of the Medical Department. It amounted to about half the dollar value of all Signal Corps procurement; and a little less than half the value of all Corps of Engineer procurement.
Far more important than quantity, in the eyes of Ordnance small arms specialists, was the quality of the weapons supplied to fighting troops. Ordnance drew considerable satisfaction from battle
reports testifying that the U.S. Army’s small arms were among the best in the world. The Garand rifle was generally regarded as the best infantry rifle of World War II, suffering only from complaints of slow production, not poor quality. The carbine was enthusiastically received and met criticism only when it was expected to reach long range or otherwise do what it was not designed to do. Browning machine guns earned world-wide fame. The .50-caliber aircraft gun was outstanding in aerial combat where its unfailing performance under, extremes of heat and cold contributed notably to Allied victories in the air. Of wholly new developments the bazooka carried off the honors, followed later by the light recoilless rifle, and fortunately neither posed serious manufacturing problems.
But the picture was not all roseate, either from the design or the production viewpoint. There were no miracles associated with small arms procurement, in spite of the exuberant claims of public relations experts. Production of small arms was an exacting task that demanded essentially 187
the same qualities as any other form of precision metal work—good machine tools, trained workers, efficient management, a steady flow of materials, and constant inspection to keep quality both high and uniform. As indicated in the preceding pages, wartime production of small arms, and all other types of ordnance, was frequently held up by lack of one or another of these elements. In dealing with such problems the nation was fortunate in having some production potential at the outbreak of war with a thriving civilian small arms industry and two government installations, Springfield and Rock Island. Though far less modern than they might have been, Springfield and Rock Island served both as producing plants and as centers of technical ordnance knowledge. It seems only fair to say that without them the conversion of industry from peace to war production would have been more difficult than it was and the eventual production of some two and a half million machine guns, six million carbines, and over six and a half million rifles would have taken much more time.