Chapter 8: The Liquid Thermal Diffusion Process
Leaders of the atomic energy program had decided against large-scale development of the liquid thermal diffusion process in early 1943, partly because they judged the process infeasible and partly because transfer of a Navy project to the Army-directed Manhattan Project was likely to result in major administrative and security problems. By the spring of 1944, however, significant progress in thermal diffusion research – coupled with the threat of not reaching the requisite production level of fissionable uranium because of delays in getting the electromagnetic and gaseous diffusion plants into full operation – opened the way for serious reconsideration of this method as a means for providing a supplementary supply of partially enriched material for the Los Alamos Laboratory weapon program.
Research and Development: The Role of the Navy
One advantage of the liquid thermal diffusion method of separating isotopes was its relative simplicity. When a liquid containing isotopes of a given element is placed in the annular space between two vertical con- centric receptacles, the inner one heated and the outer one cooled, thermal diffusion – that is, the passage of heat from the hot to the cold wall – tends to concentrate lighter isotopes near the hot wall and heavier isotopes near the cold wall and, simultaneously, because of convection, to carry the hotter liquid upward and the cooler fluid downward. The result is accumulation of lighter isotopes at the top of the receptacle and heavier isotopes at the bottom, thus permitting extraction of both fractions.
This method, first tested in the late 1930’s by German scientists using zinc salts dissolved in water, had produced a small amount of separation; however, the phenomenon remained a little-known scientific curiosity until, in 1940, wartime events precipitated intensive research by American scientists to secure the fissionable materials necessary for the atomic project. In Washington, D.C., chemist Philip H. Abelson of the Carnegie Institution and physicist-technical adviser Ross Gunn of the Naval Research Laboratory simultaneously sought financial support from the government for a liquid thermal diffusion research
program. Abelson, who had worked with chemist Glenn Seaborg on plutonium chemistry at the University of California, Berkeley, wrote to Uranium Committee Chairman Lyman Briggs at the National Bureau of Standards and described how uranium isotopes might be separated by thermal diffusion, and Gunn, also a member of the Uranium Committee, passed on to other committee members his own interest in the potentialities of the process. Acting on Briggs’s suggestion, the Navy decided to support research in hopes that it might provide fuel for a nuclear power plant suitable for submarines.
Abelson started his research at the Carnegie Institution, but in October 1940 moved his experiments to the Bureau of Standards. Then in June 1941, at Gunn’s suggestion, Abelson became an employee at the Naval Research Laboratory, which had been providing funds for his experiments since September 1940, and shifted his equipment to that institution. Using 36-foot columns consisting of two vertical concentric pipes, the inner carrying hot steam and the outer process liquid, Abelson began actual tests with uranium hexafluoride, a compound so little known at the time that he had to devise his own method for producing the substance in quantity. Results were disappointing at first; however, by changing the spacing between the hot and cold walls of the columns, Abelson was able to demonstrate that a separation factor as high as 21 percent could be achieved and an equilibrium separation could be attained in about two days.1
In August 1942, when Abelson’s research had progressed to the stage where he needed a pilot plant to ascertain the feasibility of operating a large-scale plant, the Navy undertook the task of building the first thermal diffusion pilot plant at its Anacostia Station near the Naval Research Laboratory facilities. Completed by November, the original pilot plant consisted of five (later others were added) 36-foot columns and the requisite pumps, piping, and other equipment; a recently installed 20-horsepower gas-fired boiler provided the necessary steam. From the start of operations in December, the plant proved amazingly reliable, running for days at a time with scarcely any attention from the operating staff. Then in early 1943, the staff discovered that greater operational efficiency resulted from increasing the temperature of the hot wall. Although the higher temperature complicated design because of the high pressures required for hotter steam, it largely overcame the excessively long equilibrium time required for the plant to reach the stage of producing significant amounts of U-235.
Reassessment: Decision for Full-scale Development
For a time in late 1942, the liquid thermal diffusion method appeared to have been eliminated from further serious consideration for the atomic weapon program. In September, General Groves and Colonel Nichols had visited the Naval Research Laboratory and had talked to Gunn, but the small size of the project and the apparent lack of urgency of its developmental program had left the Manhattan commander unimpressed. Groves, too, recalled that Vannevar Bush, director of the Office of Scientific Research and Development, had just told him that in March President Roosevelt had directed that the Navy be excluded from the S-1 program. Yet in late November, the S-1 Executive Committee reassessed all of the more promising methods for mass production of fissionable materials and, at the last moment, decided to include Abel-son’s project in its review.2
General Groves and the S-1’s reassessment group, the Lewis reviewing committee headed by MIT Professor Warren K. Lewis, visited the Naval Research Laboratory on 10 December and were sufficiently impressed with Abelson’s progress to recommend continued support of the thermal diffusion project. Bush took steps to get continued support from the Navy, channeling his efforts through Rear Adm. William R. Purnell of the Military Policy Committee to avoid conflict with the President’s directive to keep the Navy out of the S-1 project. Purnell had Abelson’s latest scientific reports sent to S-1 Committee Chairman James B. Conant, who turned them over to the S-1 Executive Committee. An S-1 subcommittee, comprised of Lyman Briggs, Eger V. Murphree, and Harold C. Urey, reviewed the reports and visited the Navy project. On 23 January 1943, they informed Conant that “the Naval Research Laboratory … [had] made excellent progress in the separation of isotopes by liquid thermal diffusion … ,”3 but expressed concern over the lack of solid production data and the excessive length of the equilibrium time. Consequently, the subcommittee limited its recommendation to suggesting that a commercial organization be invited to prepare preliminary designs for a production plant, a stage of development that the gaseous diffusion and centrifuge projects had attained nearly a year earlier. But two days later Murphree reviewed his own estimate of Abel-son’s project and proposed that the Manhattan leaders consider substituting liquid thermal diffusion for gaseous diffusion in the lower stages of a U-235 separation plant.4
At the beginning of February, General Groves submitted the various proposals concerning thermal diffusion and the reports from Abelson to the Lewis reviewing committee. After due consideration the committee suggested
continuing with a limited program of research and preliminary engineering designs. The S-1 Executive Committee accepted this recommendation on the tenth, and another review by Lewis, Briggs, Murphree, and Urey toward the end of the summer resulted in essentially the same recommendation.5
From September 1942 until April 1943, there was an almost complete loss of contact between the Navy program and the Manhattan Project. This temporary exclusion from the main arena of atomic energy activities did not, in the long run, seriously impede continued development, although Groves’ refusal in October to approve Abelson’s request for additional supplies of uranium hexafluoride momentarily threatened the program. Groves soon relented, however, when Navy officials reminded him that Abelson was the scientist who had devised the process for producing large quantities of uranium hexafluoride. Abelson needed the increased quantities of the compound for the three-hundred-column high-pressure pilot plant he planned to build at the Philadelphia Navy Yard, where there was an adequate supply of steam available. The Navy finally authorized construction of the new plant in November and work started on a one-hundred-column segment in January 1944.6
The final impetus for full-fledged development did not come from the Army or the S-1 Committee, but from that element most vitally concerned with obtaining an early and adequate supply of fissionable materials: the Los Alamos Laboratory. In particular, Laboratory Director J. Robert Oppenheimer was constantly on the alert for any means that gave promise of speeding up large-scale production of fissionable materials. At a time when the electromagnetic plant at the Clinton Engineer Works was just beginning to produce a sizable amount of enriched uranium and completion of the gaseous diffusion and plutonium production plants still was many months away, Oppenheimer reviewed certain fragmentary data received earlier on the thermal diffusion project. His information included two nearly year-old reports by Abelson and some oral reports received from Capt. William S. Parsons, the naval officer in charge of ordnance at Los Alamos.
Parsons had just returned from a trip to the East, during which he had made inquiries about the pilot plant under construction at Philadelphia. He had learned that the plant was scheduled to begin operating on 1 July, using one hundred columns to produce an estimated 5 grams per day of an enriched product containing 5 percent U-235. Oppenheimer knew that partially enriched material in such small quantities would not begin to fulfill the requirements of the atomic
project; however, the thought occurred to him that if the one hundred columns of the plant could be connected in parallel rather than as a fractionating pyramid, they might be made to produce something like 12 kilograms a day of an enriched product containing about 1 percent U-235. And this output would be tripled if Abelson carried out his plan to erect a total of three hundred columns, the number that could be operated on the steam available at the Philadelphia Yard. On 28 April, Oppenheimer wrote to Groves that development of the thermal diffusion process to provide partially enriched uranium feed for the electromagnetic process would give “hope that the production of the Y-12 [electromagnetic] plant could be increased by some 30 or 40 percent, and its enhancement somewhat improved, many months earlier than the scheduled date for K-25 [gaseous diffusion] production.”7
Groves did not reply immediately. In later years he stated he did not know why he or someone else had not suggested thermal diffusion as a feeder process for the electromagnetic plant at least a year before; perhaps, he conjectured, this occurred because everyone at first had thought of using a single process to achieve a final product enrichment and, as a single production system, thermal diffusion had certain technical drawbacks. But by August 1943, Manhattan leaders had adopted the feeder concept for the gaseous diffusion plant, proposing to use its output to feed the Beta cycle, and in this new context they were then able to perceive the potentialities of thermal diffusion.8
Unquestionably, too, development by an organization outside the Army-administered Manhattan District was an important factor contributing to the delay. For this reason it did not attract the active interest of most of the scientists and engineers who organized the bomb project, and the Army administrators feared security problems from bringing outside agencies into the Manhattan Project. That the latter consideration created at least some reservation in Groves’ mind as to the feasibility of Oppenheimer’s suggestion seems borne out by the fact that the Manhattan commander, who was not characteristically a man to allow grass to grow under his feet, let a whole month pass before acting upon it. Finally, on 31 May 1944, Groves appointed a committee consisting of Lewis and Murphree, who had previously investigated the Navy project, and physicist Richard C. Tolman, who was serving as his scientific adviser. This committee confirmed Oppenheimer’s information, except they found his prediction regarding the potential output of the one-hundred-column plant overly optimistic. Groves informed Oppenheimer that he did not know yet whether the Manhattan District would avail itself of the Navy’s facilities but that “arrangements have been made for this eventuality if it should be desirable.”9

Richard C. Tolman (1945 photograph)
On 5 June, Groves sent Conant and Lewis to District headquarters to confer with Colonel Nichols concerning the practical feasibility of using the Navy pilot plant at Philadelphia and constructing a thermal diffusion plant at the Tennessee site, employing steam available from the K-25 powerhouse. The two scientific leaders ultimately concluded the thermal diffusion plant “would probably be a feasible [and] desirable adjunct to the Y-12 process.”10
Then on the twelfth, Groves requested that Murphree, who had extensive industrial experience, make a study to determine the cost, construction time, and amount of high-pressure steam needed for a thermal diffusion plant capable of producing 50 kilograms a day of enriched uranium with concentrations of U-235 ranging from 0.9 to 3.0 percent. Murphree asked Tolman and the scientists Karl P. Cohen and W. I. Thompson, both of whom had participated in previous investigations of the Navy project, to assist him in making the study. They concluded that the 1.25-million pounds per hour of steam that the K-25 powerhouse (with some modifications) could supply would be approximately sufficient to operate a thermal diffusion plant of sixteen hundred tubes, costing about $3.5 million, and capable of enriching 50 kilograms of uranium a week to slightly less than 0.9-percent concentration.11
Groves decided on 24 June to go ahead with construction. Such a plant promised to be relatively cheap. It could use the already available steam capacity at the gaseous diffusion plant site at least for several months, pending completion of the K-25 cascade. While its product would contain only about 20 percent more U-235 than natural uranium, this enrichment would be translated into a vital 20 percent-greater output by the electromagnetic plant. But Groves decided against the recommendation to include the existing Navy facilities, because
the Navy installation would not be under direct control of the Army and because he was convinced that the Manhattan District would build the thermal diffusion plant more quickly if it were not diverted by the problems of operating the Navy plant. Both Groves and Nichols held to the view that the key factor was getting the plant into operation at the earliest possible date to fill the anticipated gap between the time the electromagnetic plant reached full capacity and the gaseous diffusion plant began producing large quantities of enriched uranium feed.12
Plant Design, Engineering, and Construction
The need for exceptional speed in both design and construction of the thermal diffusion plant, designated S-50 for security reasons, was an important consideration in Groves’ selection of the H. K. Ferguson Company as the prime contractor. In earlier defense projects, the Manhattan commander had been greatly impressed with the Cleveland firm’s ability to complete a job on schedule. Against the advice of his advisers, who thought six months was an optimistic schedule, Groves determined that the plant must be in full operation in four months. Furthermore, the first production unit should begin operating only seventy-five days after start of construction. Groves offered the high-pressure services of Manhattan’s Washington Liaison Office for expediting procurement; instructed the company to place its orders without competition and by wire or telephone, using wherever practicable the same manufacturers who had supplied equipment for the Navy pilot plant; and ordered that plant components be identical copies of those developed for Abelson’s project.13
To further ensure that Ferguson would have access to all available assistance the Army could provide, Colonel Nichols in June 1944 established an S-50 Division in the Manhattan District office. (See Chart 3) He assigned Lt. Col. Mark C. Fox as unit chief for the thermal diffusion project and Maj. Thomas J. Evans, Jr., as his assistant, with special responsibility for overseeing plant construction. In anticipation of the need for special measures to enable Ferguson and its subcontractors to successfully carry out the extraordinarily demanding terms of the S-50 contract, Colonel Fox organized an Expediting Branch in the division, which functioned through District procurement officers in industrial centers throughout the United States.14
With only a few weeks in which to complete blueprints and let procurement contracts, the Ferguson Company had no alternative but to adhere as closely as practicable to the Naval Research Laboratory design. Ferguson engineers visited the laboratory and the Navy turned over to them all of the drawings and blueprints needed
for construction of the columns and racks. They modified Navy designs and developed new ones for certain elements of the auxiliary equipment only to the extent necessary to meet the different conditions existing at the Tennessee location. To save time they based much of the construction on simple field sketches, postponing completion of detailed drawings until after the plant was built.15
As laid out in the Ferguson engineers’ designs, the plant consisted of 2,142 columns, each 48 feet in height, distributed in twenty-one racks.16 Each of the columns had three concentric tubes, comprised of a 1¼-inch nickel pipe inside; a slightly larger copper pipe in the middle; and a 4-inch galvanized iron jacket on the outside. In the small (one one-hundredth of an inch) annular space between the outer wall of the nickel pipe and inner wall of the copper pipe the diffusion process would occur. Steam, under a pressure of 100 pounds per square inch and at a temperature of 545 degrees Fahrenheit, would circulate downward through the nickel pipe while water at 155 degrees Fahrenheit would flow upward through the iron jacket; simultaneously, uranium hexafluoride would flow into the base of each column from a reservoir, specially designed to maintain at the bottom of each column a concentration of U-235 approximating that in natural uranium. Designed into the top of each column was a system of freezing coils; this feature eliminated the need for complicated mechanical valves, and would permit plant employees to draw off small amounts of the enriched product at frequent intervals.
All the racks, each with 102 columns, occupied a single main process building, a huge black structure 522 feet long, 82 feet wide, and 75 feet high. Running the full length of the west side of this building was a mezzanine partitioned into eleven control rooms, one for each two racks, and an equal number of transfer rooms containing process equipment for supplying feed material and removing enriched product and depleted uranium hexafluoride from the columns. The engineers designed the final rack with separate control and transfer rooms so that it could be used for employee training and experimental work.
On 9 July 1944, Ferguson workers began clearing the S-50 plant site in the area adjacent to the K-25 powerhouse. In less than three weeks they had completed foundations for the main process building and by mid-August were installing the process equipment. Pipe fitters and welders concentrated on the major task of erecting the twenty-one racks of columns during September and October. Test operations, however, soon revealed that many of the columns leaked at the top and bottom and would require additional welding; yet in spite of this delay, all racks were ready for start-up operations by January 1945 and became fully operational by mid-March. In the meantime, the District had closed out the Ferguson construction contract, assigning completion of subcontracts for remaining insulation and electrical system work to other firms available in the Clinton area. These subcontractors
also completed auxiliary buildings, including a new S-50 steam plant to supplement the K-25 powerhouse.17
Plant Operation
Because time was so short, and to avoid endangering security by bringing in yet another outside firm, General Groves insisted that the H. K. Ferguson Company also operate the plant.18 At first Ferguson officials objected, stating that as an engineering construction company it maintained a closed shop and, therefore, could anticipate union trouble on its other wartime jobs if it attempted to carry on a nonunion operation at the Clinton Engineer Works, where security regulations prohibited employee unions. But District representatives soon overcame this objection by resorting to a corporate fiction similar to that which had worked so well with the M. W. Kellogg Company on the gaseous diffusion project. They permitted Ferguson to form a wholly owned subsidiary, designated the Fercleve (from the words Ferguson and Cleveland) Corporation. Fercleve then accepted a letter contract on 1 July (and a formal contract in late 1944), according to which it would procure supplies and materials; train personnel; and inspect, supervise, and operate the thermal diffusion plant in return for a fee of $11,000 a month. To monitor the Fercleve contract, Colonel Fox established an Operations Branch in the S-50 Division.
While Fercleve wasted no time in taking steps to set up an operating organization, its late start presented it with some difficult problems. When company personnel officials attempted to recruit an operating force, they found the other plants had already cut deep into the local labor market. And they could not offer housing on the reservation, a main inducement used by the other operating companies. Problems also arose in Fercleve’s efforts to train operators. As a beginning step, the company sent four of its own employees and ten enlisted men from the Manhattan District’s Special Engineer Detachment to Philadelphia to receive training from Abelson. This group acquired some experience in conditioning techniques but learned little about operations because the Navy plant was not yet completed. Then, on 2 September, an explosion wrecked a large part of the Navy pilot plant, injuring several of the trainees. This unfortunate incident not only ended the initial training program but also raised for a time some severe doubts concerning the design of the Clinton plant. Subsequently, however, Abelson and fifteen of his experienced staff moved to the Tennessee site, where they gave valuable assistance, first in conditioning the production plant and then in getting it into operation.19
In spite of recruiting difficulties, Fercleve by April 1945 had an operating force,
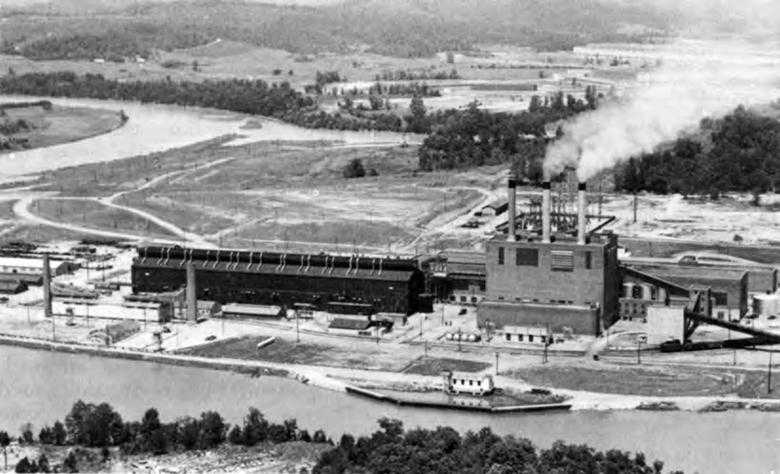
Liquid thermal diffusion plant (long, dark building) at CEW. The adjacent K-25 power plant drew water front the Clinch River
exclusive of military personnel, of about 1,600 at the Clinton Engineer Works. In addition, Special Engineer Detachment enlisted personnel, comprised primarily of men trained in engineering or science, served as operators and supervisors in the plant, their number reaching a total of 126 at the height of operations.
While plant construction was still in progress, Fercleve crews began conditioning Rack 21 for start-up operations. When they opened the valves to let high-pressure steam from the K-25 power plant flow into the rack, great quantities escaped with an earsplitting noise, and parts of the rack were soon shrouded in hot vapor. Under ordinary conditions such clearly demonstrated indications of defective equipment would have resulted in an immediate shutdown. But faced with Groves’ insistence that the first units must be in operation by early fall, Fercleve’s plant manager had no choice but to proceed with start-up activities. Consequently, in the last months of 1944, operating personnel pressed ahead with start-up of additional racks, and soon plant employees came to accept the noise of escaping steam, accompanied by great clouds of vapor, as almost normal operating conditions.
There can be little doubt that the haste to get into production increased already inherent operating hazards in the thermal diffusion plant. In the confined spaces of the diffusion columns, high-pressure steam and uranium hexafluoride, which expanded 35 percent

Billboard at the S-50 plant site
in passing from a solid to a liquid, created highly explosive forces. During the period of full operation, the plant did have a somewhat higher accident rate than the other Manhattan production units, but the incidence of really serious accidents was not as great. Most were attributable to lack of training and the inevitable confusion occasioned by construction and operating crews having to work in the same area simultaneously.20
During the first months there were times when results scarcely seemed to justify the risks. The combined disadvantages of largely inexperienced personnel and numerous equipment deficiencies seemed to forebode many months of low output and work stoppages before the plant attained an acceptable level of production. Thus, Colonel Nichols reported to General Groves that total output in October 1944 was only a token 10.5 pounds of uranium containing 0.852 percent U-235. While production increased to 171.8 pounds in November, it fell back to 20 pounds the following month, when steam leaks forced numerous shutdowns. With six racks in operation during the first half of January 1945, production for the first time approached predicted levels, but shutdown of some of the K-25 steam units for repairs in the last half of the month reduced output again. February production reached a total of 3,158 pounds in spite of an inadequate steam supply – an anticipated deficiency eventually overcome through the prompt construction of the S-50 steam plant. In the spring and early summer of 1945, plant output went up rapidly, reaching a peak of 12,730 pounds in June. It dropped back briefly in July because of the changeover to the S-50 steam plant, but by that time the thermal diffusion process had served its purpose for the wartime program. The slightly enriched material it produced – sent first to the electromagnetic plant for further enrichment and then, beginning in late April 1945, directly to the gaseous diffusion plant – added enough to the total output of U-235 to guarantee a sufficient amount for one bomb of an appropriate design by the end of July.21
Operational studies made after the surrender of Japan in August 1945 showed that, except in an emergency, the gaseous diffusion plant, which was
just approaching full production, could henceforth handle the lower degrees of enrichment alone and do it more economically than the thermal diffusion plant. Consequently, operating crews made preparations for shutting down the thermal plant. After continuing in production long enough to extract the last product from material remaining in the columns, the plant ceased operating on 9 September 1945, less than a year after its first unit had started up in the fall of 1944.22