Chapter 5: Artillery
Artillery weapons were the dark horses of World War II. Less spectacular and newsworthy than tanks and planes, they were sometimes neglected, if not forgotten, until the need for them reached the crisis stage. The artillery lessons of World War I had been forcefully set down in 1919 when the Westervelt Board emphasized the need for systematic development of improved weapons. But lack of funds during the interwar period slowed research to a snail’s pace and practically stopped all procurement of new matériel.1 At the start of the defense period in 1939 and 1940 there was a tendency, stronger at the General Staff level than in Ordnance, to feel that big guns were outmoded, that aerial bombardment would in the future largely replace artillery fire. The ground forces believed that nothing larger than the 155-mm. gun “Long Tom” would be needed. But experience soon exposed the error of these notions. Fighting in North Africa, at Stalingrad, on Pacific islands, and in Italy proved there was no substitute for big, powerful guns to blast enemy fortifications or lay down a curtain of fire before advancing foot soldiers. No lesson of World War II was plainer than this. Only heavy artillery could provide sustained, accurately placed fire on a ‘round-the-clock basis regardless of weather conditions.2 In Italy the Allied forces found themselves consistently outranged by German heavy artillery but they accepted only reluctantly the assignment of 240-mm. howitzers and 8-inch guns.3
As the war progressed, demands arose for more powerful tank guns, automatic aircraft guns, and a variety of self-propelled antitank and antiaircraft weapons. Rapid-firing guns of intermediate caliber proved essential for AA defense as guns powerful and accurate enough to reach fast, high-flying bombers. The trend in tank armament was all toward more powerful guns firing armor-piercing am-
munition. In addition to .50-caliber machine guns, airplanes required automatic weapons of artillery caliber, chiefly the 20-mm. and 37-mm.4 When the United States began to rearm in 1940 the Ordnance Department, still suffering from twenty years of poverty, was ill prepared to meet the new demands. Speedy development of improved types or adoption of war-tested foreign models became the order of the day with the result that nearly all the artillery pieces in the hands of U.S. troops in 1943 were different from those standard in 1938.5
The prewar neglect of artillery development was a sad mistake, for the design and manufacture of big guns cannot be improvised on the spur of the moment. Design and test of a new weapon takes months, even years, of effort. Adoption of foreign weapons always entails a host of production problems and delays. Building new plants and tooling them for the manufacture of complete artillery pieces in quantity are always time-consuming processes. For the U.S. Army this lesson had been forcibly driven home in 1917-1918 when only a few American-made artillery weapons reached France in time to contribute to the defeat of Germany.6 During the two decades that followed the Armistice, some effort was devoted to improving manufacturing techniques, but the over-all advance was slight.7 Big guns were expensive items that the small Ordnance budget would not adequately cover. Nevertheless, when war appeared imminent in 1940 even the slight progress made during the lean years was important, and the mere existence of arsenals with long experience in the manufacture and procurement of guns, recoil mechanisms, carriages, and fire control instruments was of incalculable help in getting production started.
Artillery on Hand in 1940
In the spring of 1940 the Army’s stock of field artillery was made up for the most part of antiquated pieces left over from World War I. About 40 percent of the weapons (including mortars) on hand were 75-mm. guns of World War I vintage, most of French manufacture. Though excellent in their day, they had long since been outmoded.8 During the 1930s some of the old 75’s had been “high-speeded” with roller bearings and pneumatic tires that enabled them to travel 50 miles per hour on good roads but had no effect on their firepower. For the 75 an improved carriage with split trails was developed to increase its range, angle of elevation, and traverse, but, for lack of money, only a few weapons had been so improved. Throughout the 1930s the using arms considered this gun their standard field artillery weapon and stoutly defended it even as late as 1939 and 1940. But on the eve of World
Table 8: Artillery Available, 30 June 1940
| Item | Amount |
| Antiaircraft guns: | |
| 37-mm. | 8 |
| 3-inch | 807 |
| 105-mm | 13 |
| Howitzers: | |
| 75-mm. | 91 |
| 105-mm. | 14 |
| 155-mm. | *2,971 |
| 8-inch | 475 |
| 240-mm | 320 |
| Tank and antitank guns: | |
| 37-mm. antitank | 228 |
| 37-mm. tank | 184 |
| Field guns: | |
| 75-mm. (all models) | 4,236 |
| 155-mm. (all models) | 973 |
| Mortars: | |
| 60-mm. | †33 |
| 81-mm. | 150 |
| 3-inch trench | 1,226 |
Source: Green, Thomson, Roots, Planning Munitions for War, p. 74. Compare tabulation as of 31 Dec 39 in Hist, Arty Div, sec. 10, Fig. 1. Compare also artillery available to British Home Forces on 8 June 1940 as summarized by Peter Fleming in Operation Sea Lion (New York: Simon and Schuster, 1957), pp. 198-99.
* Includes 599 high-speeded.
† Number produced before 30 June 1940 according to production records of Weapons and Fire Contl Br. Ind Div, OCO.
War II it was superseded by the more powerful and more modern 105-mm. howitzer.9
Nearly all the remaining guns and howitzers in stock were obsolete—deficient in range, mobility, or other important tactical features. The situation had not changed much since early 1939 when the Chief of Staff had declared, “Twenty years after the close of the World War finds us equipped with much the same type of artillery we used during the war.”10 Furthermore, the limited stocks were depleted after Dunkerque by transfer to the British Army of some 895 75-mm. guns, along with small arms and ammunition of various calibers.11 By the end of June 1940, when the French surrendered and the outlook for all the democracies was gloomy, the sum total of mobile artillery available to the U.S. Army was not impressive. (Table 8) The only reasonably modern weapons on this list were the new 05-mm. howitzers just going into production, the 155-mm. “Long Tom” guns, and the 75-mm. pack howitzers, and the newly adopted 60-mm. and 81-mm. mortars. The 37-mm. tank and antitank weapons were effective against light tanks but useless against the heavy, thick-skinned tanks coming into service in Europe.12 In like manner the 3-inch

Inspecting a 75-mm. pack howitzer during Third Army maneuvers prior to World War II. From left, in civilian clothes, are Congressmen J. Buell Snyder, Overton Brooks, and Francis Case.
antiaircraft gun was ineffective against highflying planes then being produced.13 Ordnance was designing and testing improved weapons to make good these deficiencies, but the supply of guns ready for action was both meager and out of date, and the prospects for immediate new production were limited. As late as the winter of 1943-44 some 155-mm. howitzers of World War I vintage were in service in Italy. Their tubes were still in good condition but their carriages and recoil mechanisms gave no end of trouble, largely due to their old age.14
Production Preparedness
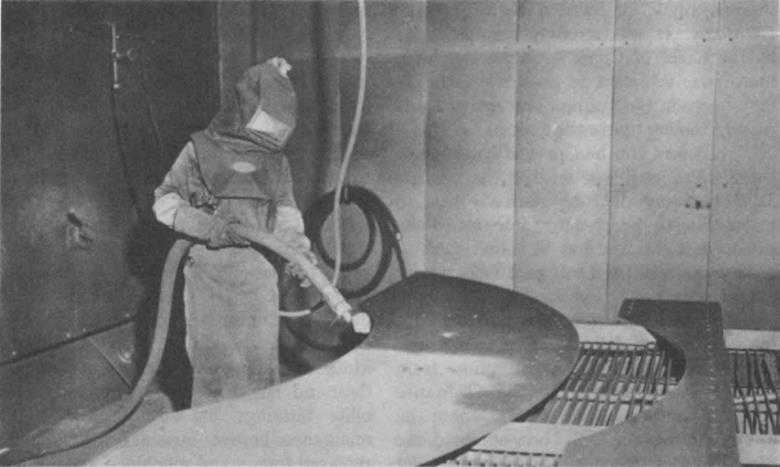
To the average citizen, familiar only with cannon displayed in the village square, these weapons appear to be nothing more than simple steel tubes mounted on sets of wheels. But close examination of World War II guns reveals that they were highly complicated mechanisms demanding top quality steel and precision workmanship, with tubes or barrels15 strong
enough to withstand pressures of approximately forty thousand pounds per square inch. Every step in the process of gun production had to be rigidly controlled to assure the desired metallurgical results. After the forged or cast gun tube was carefully machined inside and out, its bore had to be honed to a mirror finish and then rifled to precise dimensions, with measurements to the thousandth of an inch the rule rather than the exception.16 Recoil mechanisms and recuperators, mounted on the carriage to take up the force of recoil and return the gun to firing position, were made of cylinders and pistons that could withstand extremely high internal pressures. “The action of the 240-mm. recuperator after a shot,” wrote Benedict Crowell following World War I, “is equivalent to stopping a locomotive [traveling at more than 50 miles per hour] in less than 4 feet in half a second without damage.”17 Recoil mechanisms had to be built with great care to withstand repeated firings, for failure of a recoil mechanism was potentially as dangerous as failure of the gun tube itself. Carriages and mounts were rugged platforms capable of absorbing all the stresses and strains of firing the piece. They also carried sighting and ranging devices, fuse setters, and gears and hand wheels for aiming the gun. “On-carriage” fire control equipment for field artillery was fairly simple—telescopes and gunner’s quadrants—but “off-carriage” directors for antiaircraft guns were incredibly complex, containing thousands of precision-made parts.18
The most encouraging factor in the production picture in 1940 was the existence of four Ordnance arsenals experienced in manufacture of artillery components. Watervliet was the center for production of finished guns. Watertown made gun castings as well as carriages and recoil mechanisms for seacoast and antiaircraft guns. Rock Island made carriages and recoil mechanisms for field guns, and Frankford supplied fire control instruments. These four arsenals were prepared in 1940 to do two things immediately: manufacture and assemble artillery components on a small scale in their own shops, and instruct industry in the mysteries of the gunmaker’s art.19 Before the outbreak of the war in Europe there had been no production of field artillery by American private industry for many years. In fact, during the two decades of peace between the wars, there had been very little production of big guns anywhere in the United States. The small additions to Army supplies permitted year by year had come chiefly from the Ordnance arsenals, while a few private contractors and the Naval Gun Factory—supplemented on occasion by the Ordnance arsenals—had supplied the Navy’s needs.20 Equipped in 1938 and 1939 with many new machine tools and staffed with experienced craftsmen, the Ordnance arsenals were ready in 1940 to go immediately into
production. They constituted a ready industrial reserve to help meet the national emergency and during the defense period produced approximately 25 percent of all artillery built for the Army.21 But it was well understood that they could supply only a small fraction of the Army’s artillery demands in time of war. To arm a large force, and to help supply friendly nations, main reliance would have to be placed on production by private industry.
The hitch was that industry was unfamiliar with the manufacture of artillery.22 Through its industrial surveys, which were given added impetus in the late 1930s, Ordnance had acquired some knowledge of the firms most suitable for war production and had discussed with them the problem of gun manufacture. In the spring of 1939 Ordnance took a further step, placing with R. Hoe and Company, a New York manufacturer of printing presses, an educational order for five recoil mechanisms for the 3-inch AA gun. One of the first four educational orders placed by Ordnance, it was satisfactorily completed within a year. The company was then given a production contract for 125 mechanisms of the same type, and completed them in less time than it took to make the first 5. Having proved its ability to deliver the goods, R. Hoe and Company was asked to make recoil mechanisms for the new go-mm. AA gun, which replaced the 3-inch, and thereafter Hoe continued as a major Ordnance supplier.23
During 1940 and early 1941 additional educational orders for recoil mechanisms went to another printing press facility, Walter Scott and Company of New Jersey, and to the Byron Jackson Company of California, a leader in the oil equipment industry. The contract with Walter Scott turned. out badly and had to be terminated a year later without delivery of any mechanisms, but Byron Jackson completed its order in the spring of 1942 and continued during the war to produce recoil mechanisms for Ordnance. Another educational order went to the Duraloy Company for work on centrifugal castings, and several were awarded other firms, principally Eastman Kodak Company, and Mergenthaler-Linotype Company, for telescopes, aiming circles, and related fire control instruments. To cover additional artillery items Ordnance turned to the less costly production study,24 which did not call for production of matériel but nevertheless provided essential data on methods of manufacture. While R. Hoe and Company was completing production of recoil mechanisms. for the 3-inch AA gun the Otis Elevator Company undertook a production study on the same process.25 The Wood Newspaper Machinery Corp. studied production of the 155-mm. mechanism and American Type Founders, Inc., the 75-mm. mechanism. In the spring of 1940 the Cowdrey Machine Works undertook a production study of the 75-mm. pack howitzer, the
National Pneumatic Company did the same for the 37-mm. tank gun, and the Nash Engineering Company took on the 81-mm. mortar and its mount. Between educational orders and production studies Ordnance attempted to stretch its meager funds over the most important problem items in the manufacture of artillery and thus prepare industry for munitions production if war should come.26
Launching the Program, 1940-41
Though war did not come to the United States in 1940, production got under way on something approaching a wartime scale, as the smoldering conflict in Europe burst into flames. Congress appropriated billions of dollars for rearmament, and Ordnance was given the green light to put its procurement machinery in action. Firms with educational orders received production contracts, and the district offices intensified their search for other qualified producers.
After business firms signed contracts to produce artillery items they sent their engineers and master mechanics to arsenal shops and drafting rooms to learn all they could about tool design, gages, specifications, and requirements for material. “They all go to Watertown and Watervliet,” General Wesson reported at a conference. “They are just overrun with these fellows.”27 The arsenals were able not only to provide specifications but also to advise on tool design and requirements for machinery, and to make gages available for study. When manufacturers ran into trouble with specific processes they could call upon the arsenals to send out trained experts to give help. In one instance a Picatinny expert on automatic drilling machines was lent to an Ordnance contractor for three months to help install new equipment and to train company employees in its operation and upkeep.28 Fundamental knowledge of the gunmaking art, carefully preserved and nurtured at the arsenals during the interwar years, was thus quickly passed on to industry at the very start of the rearmament effort.29
All the arsenals bustled with unaccustomed activity in 1940-41. They overhauled and modernized weapons in stock, installed new machine tools, and reconditioned buildings that had long been neglected. Barbed wire was strung along the top of stone walls surrounding Watervliet, and floodlights were turned on at night. Carloads of specialized gunmaking machines held in arsenal storage since World War I were shipped to Ordnance contractors. Manufacturing techniques developed during the years of peace were given an opportunity to prove their worth. In October 1940 Watervliet came into the national spotlight for a day when it was honored with a visit by President Roosevelt. The curve of gun production at Watervliet rose steadily until an entire year’s production at the 1938 rate could be turned out in a single day. Producing thousands of centrifugally cast gun tubes, Watertown became in the 1940-41 period the only important source of medium caliber gun tubes for the Army. The number of

Major Caliber Gun Shop at Watervliet, New York, in operation before the beginning of World War II.
employees at all the arsenals nearly doubled in the twelve months following June 1940, and production rose in proportion, its value totaling over $138 million in calendar year 1941.30
The task of getting production started at the arsenals was not without its problems, but far more difficult was the job of bringing private firms into production. The Ordnance procurement list included cannon of many different sizes, all with complicated recoil mechanisms, carriages, and fire control instruments. As the type of manufacturing equipment needed for these components varied widely, and individual firms lacked the machinery to make complete guns, contracts did not call for complete weapons but only for certain major components. As a result, meeting production schedules demanded widespread co- operative effort among all the producers. With the 37-mm. antitank gun, for example, Watervliet in the spring of 1940 made the gun, Rock Island the carriage, and Bausch and Lomb Company the sight. The 37-mm. antiaircraft gun was more complicated, requiring, in addition to Watervliet tubes and Watertown carriages, gun mechanisms from Colt’s Patent Fire Arms Manufacturing Company, control sets from Bendix Aviation Corporation, and sights from General Electric. For the powerful 90-mm. AA gun Ordnance contracted with the Sperry Corporation for directors, Bausch and Lomb for height finders, Ben-dix for data transmission systems, and R. Hoe and Otis Elevator for recoil
mechanisms. All told, more than thirty components of this gun were procured on separate prime contracts, and the cost of a single complete weapon with its proportionate share of fire control instruments amounted to about $50,000.31 In addition to parts for assembly into complete weapons, Ordnance called upon industry to produce large quantities of spare parts, particularly spare tubes to replace those worn out in service.32
AA Guns
Because of the growing menace of the bombing plane in 1940-41 high priority went to guns for antiaircraft defense. They were a relatively new type, as time is measured in the history of artillery, having emerged only as hasty improvisations during the early 1900s.33 After World War I Ordnance had devoted a goodly portion of its weapons research funds to development and production of a 3-inch AA gun, with the result that about eight hundred were on hand in 1940. In peacetime that appeared to be a not inconsiderable quantity but it was in fact less than the British had in 1940 to defend the single city of London.34 Development work of the interwar years had also led to standardization of an intermediate AA gun, the 37-mm., but, as it was just going into production in 1940 at the Colt’s Patent Fire Arms Manufacturing Company, there was no prospect of speedy improvement in output.35 General Marshall told a Senate committee in the spring of 1940 that, at the current rate of production, the Army would gain only enough for three additional regiments by the end of the year, and four more by the end of 1941. He referred soberly to “the long and maybe tragic delay involved in securing such material after appropriations have actually been made.”36 While General Marshall was speaking, the 3-inch (76.2-mm.) gun was on its way out in favor of the newer and more powerful 90-mm. gun being readied for production after its adoption in February 1940.37 Within a year the 37-mm. AA gun was to suffer the same fate.
Aside from the obsolescent 3-inch, the 37-mm. was the only antiaircraft gun produced in the United States in 1940, and production amounted to but 170. By January 1941 the Colt Company was turning this gun out at the rate of forty per month, and plans were afoot to adapt the new British director to the 37-mm. and produce it in the United States. But in February, because of the urgent need for 37-mm. aircraft guns, Ordnance was ordered to sidetrack the 37-mm. AA weapon.38 At the same time a new and more powerful
AA gun entered the picture, a 40-mm. weapon made in Sweden by the Bofors Company. It was strongly recommended by the Chief of Coast Artillery, but Ordnance was reluctant to abandon its heavy investment in the 37-mm. and spend many months tooling up for the 40-mm.39
The Bofors gun had proved its worth in the Spanish civil war and on the beaches at Dunkerque, and was generally held to be superior to the 37-mm.40 For sale to any nation that cared to buy it, it had come to the attention of the Ordnance Department as early as 1937, but for one reason or another, no sample gun was obtained for testing. In the fall of 1940, when the British were eager to buy munitions from American firms, they supplied Ordnance with one of their Bofors guns at about the same time that the U.S. Navy obtained one directly from Sweden. After performing admirably in tests the 40-mm. was adopted by the Army. The Navy, equally enthusiastic about the gun, negotiated with Bofors for a license to permit manufacture in this country of both the Army type air-cooled mobile gun and carriage and the Navy type water-cooled twin mount. The contract, signed in June 1941, covered manufacturing rights, blueprints, manufacturing drawings, and the services for one year of two production experts, who, unfortunately, never arrived.41 Early in February 1941 Ordnance contracted with Chrysler to prepare working drawings and two pilot models of the gun, and a few weeks later placed another contract with Firestone Tire and Rubber Company to do the same for the carriage. The first letters of intent to start the tooling up process went out over Navy signature to take advantage of the higher Navy priorities. ‘Barrels for the two pilot guns were made by a Canadian firm and were rifled at Watervliet. The Navy meanwhile contracted with the York Safe and Lock Company to supply Navy requirements.42
The complexity of the 40-mm. carriage forced Firestone to spread its work among more than 350 subcontractors. Firestone had not only to translate all metric measurements into inches, sometimes with troublesome decimals, but also had to make all threads and gear shapes conform to standard American practice and prepare tracings in accord with Ordnance drafting room regulations. Urged by Ordnance to recommend design changes to speed production or improve operations, Firestone contributed a wide variety of acceptable ideas. It adopted welding to replace one thousand rivets in the Bofors design and oilite bushings instead of the original manganese-bronze bushings. Steel tubing replaced forged and machined axles, a new type of traverse mechanism was employed, and the carriage was equipped with electric instead of hydraulic brakes. These steps were typical of the “Americanization” of the 40-mm., converting its production from a slow, painstaking job according to
Platform for 90-mm. AA gun carriage in production at Watertown Arsenal, Mass., September 1940.
European practice to speedy quantity production on the pattern of American industry. After the two pilot guns were shipped to Aberdeen for test in July 1941, both Firestone and Chrysler began tooling up and were ready for quantity production soon after the Japanese attacked Pearl Harbor. But by the end of the year no 40-mm. guns had been completed. The only intermediate AA weapon on hand was the 37-mm., and it continued in short supply. The Colt Company, swamped with demands on its small staff and plagued with labor trouble, had run into one production delay after another, and by December 1941 had turned out only five hundred gun mechanisms.43
To reach high-flying planes the 90-mm. AA gun was adopted in February 1940, replacing the 3-inch. With requirements for the new gun totaling only 114 in the spring of 1940, Watertown was assigned the production of carriages and Watervliet the gun tubes.44 In the fall, with requirements soaring above the one thousand mark, invitations for bids on carriages were issued to a dozen companies. Because the 90-mm. carriage was a new, difficult, and untried item, industry was reluctant to undertake its manufacture; only one concern, the York Safe and Lock Company, then making the 3-inch AA mount, entered a bid. As Ordnance considered the York price too high, another and more successful
effort was made in October to attract bidders. Awards were then made to York, Allis-Chalmers, and Worthington Pump, with Watertown also taking on a portion of the total. The guns themselves were made only by Watervliet at the start, but private contractors were later brought into the picture, chief among them being the Chevrolet Division of General Motors Corporation (GMC), the Wheland Company, and the Oliver Farm Machinery Company. Production was not only slow to start because of the need for factory conversion, but it fell below expectations. For the year 1941 it amounted to only 171 complete units, less than half of which had been assembled and proof fired.45 The lack of big AA guns worried Under Secretary Patterson. “If we get into a shooting war,” he wrote in August 1941, “the demand for weapons of these types will be pressing and immediate. Every city will be demanding antiaircraft guns, and there will be very few on hand.”46
Aircraft Cannon
The story of aircraft guns parallels that of the AA weapons. As the need had arisen in the late 1930s for an intermediate AA gun, so there came a demand for an aircraft weapon more powerful than the standard .50-caliber machine gun, but not as large as the 37-mm. After all known weapons in this intermediate range had been tested by Ordnance and the Air Corps, both services, in the spring of 1940, recommended adoption of the 20-mm. Hispano-Suiza gun known as Birkigt type 404.47 Thirty-three of these weapons had been purchased from the French owners in the winter of 1939-40, along with an option on manufacturing rights. In April and May 1940 Watervliet made drawings 79
that could be used as a basis for competitive bids, thus avoiding delay in waiting for French drawings. Of three bids entered, the lowest was that by Bendix Aviation Corporation (Eclipse Machine Division), a firm that had been interested in the gun for several years.48 In September 1940, even before a final contract for manufacturing rights had been signed, Ordnance contracted with Bendix to make some 1,200 guns (for Air Corps, Navy, and British) with Ordnance providing about $1 million for special tools, jogs, fixtures, and dies.49
Tooling up at the Bendix plant in Elmira, NY, was a long, slow process, partly because the gun (designated M1 and AN-M2) carried the relatively low priority rating of A-1-c throughout 1940. Watervliet helped by leasing tools to Bendix, and after the fall of France tools ordered in the United States by the French government were diverted to Bendix, even after some
of them were on the high seas.50 To meet the rising demand for guns for the Air Corps program, Ordnance brought three more producers into the picture in the spring of 1941. The Army and Navy Munitions Board raised the priority ‘rating to A-1-b, and eventually to A-1-a. Contracts were placed with the Oldsmobile Division of GMC for nine thousand guns, with International Harvester for a like amount, and with Munitions Manufacturing Corporation of Poughkeepsie, N.Y., a wholly owned subsidiary of International Business Machines Corporation, for over thirteen thousand. All told, requirements for U.S. and British forces exceeded forty thousand, and the four contractors raced to get into production. Bendix, which had a head start, completed five weapons for test during the summer of 1941 and was ready for quantity production in September, but production was temporarily delayed because forgings were not available. After a few guns came off the line in October, design changes in several parts delayed the start of volume production until November. Meanwhile a trickle of production came from Oldsmobile and Munitions just before Pearl Harbor, and International Harvester came along early in 1942.51
With the 37-mm. aircraft gun there was no problem of foreign patents or drawings, but nevertheless production lagged behind requirements all during the defense period. The only source for this weapon was Colt’s Patent Fire Arms Manufacturing Company, owner of all the basic patents. An old, well established gun-making firm, Colt had started production with a small order in the winter of 1939-40. In August 1940 Ordnance placed a new contract with Colt for production at the rate of two hundred units per month, at the same time authorizing expenditure of nearly $4 million for new machinery, dies, gages, and fixtures. In the spring of 1941 Ordnance foresaw difficulties in meeting the demand for 37-mm. guns and pleaded in vain for funds to establish a second producer.52 Colt delivered a few guns in March 1941, but throughout the rest of the year deliveries were disappointing and did not keep pace with production of P-39 planes.53 On the day after Pearl Harbor, Under Secretary Patterson, disturbed at the “apparent complacency of the Colt Company,” directed it and all its subcontractors to go on a 24-hour day, 7-day-week schedule until the shortage was overcome.54 A few days later Patterson called upon General Wesson to “bring about promptly a change in management in the Colt Plant.”55 General Wesson went to Hartford in person, made an appeal to the workers for increased production, and conferred at length with company officials. General Wesson knew that the company had taken on so much war work that it had spread its management dangerously thin. Confident that
the company could overcome its difficulties, he decided against making a change in management, but offered help instead. He directed that Springfield Armory send Col. Elbert L. Ford and several production engineers and expediters to the Colt plant to help boost production. The results were gratifying. More than 6,000 guns were produced in calendar year 1942 as compared with 390 in 1941.
Tank and Antitank Guns
Though destined soon to be replaced by more powerful weapons, the 37-mm. was the most important tank and antitank gun before Pearl Harbor, and was produced in the largest quantities. As a tank gun the 37-mm. went into production at Watervliet in November 1938 with an order for eighteen pieces, followed in June 1939 by an order for some four hundred more.56 These orders were awarded to Watervliet because that arsenal had taken an active part in developing the weapon, had manufactured the pilot models, and possessed both the equipment and the trained personnel for its production. After the first 18 guns were shipped in February 1940 the production rate was gradually stepped up to 150 per month early in 1941. Meanwhile contracts for tank guns (M5) were placed in the summer of 1940 with United Shoe Machinery Corporation and National Pneumatic Company.57 Both concerns got into production quickly and between them completed delivery of over 2,800 guns before Pearl Harbor, when they switched over to an improved model, the M6. Late in 1940 a contract for the M6 gun had been placed with American Type Founders, which completed some goo guns before the end of 1941. By the end of the year total output by Watervliet and the three contractors had passed the 5,000 mark, but requirements, including several thousand guns for the British, had meanwhile risen to nearly 35,000.58
As an antitank gun the 37-mm. went into production at the arsenals during the winter of 1939-40, Watervliet making the guns and Rock Island the carriages.59 As early as April 1940 contracts were placed with the York Safe and Lock Company for both guns and carriages. Within a few weeks two other concerns signed up to make guns—the United Shoe Machinery Corporation and National Pneumatic Company—and two others agreed to make carriages—Muncie Gear Works and Duplex Printing Press Company.60 But there was a wide gulf between signing contracts and delivering finished weapons. “Delivery of 37-mm. AT guns is very slow,” reported G-4 in June 1940, “and it will be at least 18 months before the requirements for existing units will be filled.”61
While the 37-mm. was being adopted for light tanks in the late 1930s, reports from abroad indicated the need for a more powerful weapon for medium tanks. By the spring of 1940 Ordnance had tested one medium tank with a 75-mm. howitzer in a sponson and with the 37-mm. as the secondary weapon in the turret. Soon thereafter a 75-mm. gun was hurriedly
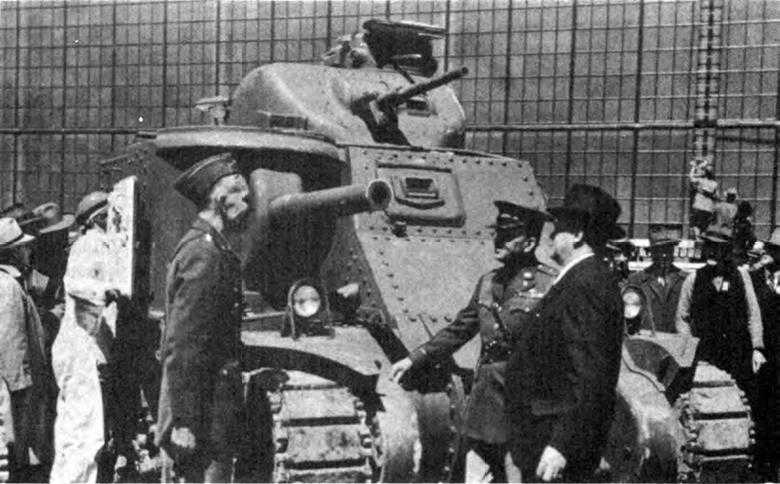
M3 Medium Tank mounting a 75-mm. gun delivered to the U.S. Army by the Chrysler Corporation. Standing in front of the tank from left: Brig. Gen. Adna R. Chaffee, Maj. Gen. Charles M. Wesson, and Mr. K. T Keller.
modified for the General Grant medium tank and adopted as standard. Although a makeshift, this arrangement was hailed in 1940 as the only available answer to the threat of German armor, and by September demands for 75-mm. tank guns reached the 2,500 mark.
An order for 1,308 75-mm. tank guns was assigned to Watervliet in mid-July 1940, and 9 months later the first completed units were shipped. By September 1941 Watervliet was turning out 75-mm’s. at the rate of one hundred per month, and had completed nearly one thousand by the end of the year. Meanwhile, as requirements continued to rise, two commercial firms were given contracts in August and September of 1940, the Empire Ordnance Corporation of Philadelphia and the Cowdrey Machine Works of Fitchburg, Mass.62 Both were slow to get into production, and neither was regarded as a strong source.63 Empire shipped its first guns in August 1941 and Cowdrey in January 1942. Just a week before Pearl Harbor, with total requirements rising above twenty thousand and guns lagging behind tank production, a third source was added, the Oldsmobile Division of General Motors Corporation. Watervliet carried the burden of production during the critical months of the emergency period, manufacturing
1,000 of the 1,200 guns produced during 1941.64
In the category of antitank and general field artillery weapons the change on the eve of war from the 75-mm. gun to the 105-mm. howitzer slowed production temporarily.65 Only 597 105’s were delivered in 1941 but nearly 10,000 were added in the next three years. In the fall of 1941 slow deliveries of the 105-mm. howitzer were a cause of serious concern to the Secretary of War and the Chief of Field Artillery. Production of this weapon was hampered from the beginning by frequent changes in requirements, low priority (A-1-g at the start), and lack of essential machine tools. But by the end of the year production was at the rate of 250 per month.66
The larger weapons, the so-called medium and heavy artillery, were neglected during the defense period, as were self-propelled weapons. Only 65 155-mm. guns were built before Pearl Harbor. No 155-mm. howitzers, 4.5-inch guns, 8-inch guns, 8-inch howitzers, or, 240-mm. howitzers were produced because Army planners considered them less useful than lighter weapons. Ordnance was not authorized to procure self-propelled artillery until the closing weeks of 1941.67
All told, the production figures for the defense period were discouraging. In the cold grey days following Pearl Harbor, the Chief of Ordnance had to report that during the preceding eighteen months of rearmament he had managed to procure only those artillery items listed in the accompanying table. The quantities were admittedly small. But to Ordnance officers the really important fact was not revealed in the statistics. That was the existence of production capacity—plants tooled up and manned for quantity production. By the 83
end of 1941 Ordnance had procured only small quantities of finished weapons but it had laid a solid foundation for volume production in 1942-43. (Table 9)
The First Year of War
Within four weeks of the Pearl Harbor attack, President Roosevelt set new and challenging goals for artillery production.68
In his letter to the Secretary of War on 3 January the President called specifically for delivery of 55,000 antiaircraft guns and 18,900 antitank guns within two years. These goals were high, but the really big artillery requirements were only implied in the President’s letter and in his state of the
Table 9: Artillery Production,. 1 July 1940–31 December 1941
| Item | Amount |
| 20-mm. gun, aircraft | 1,395 |
| 37-mm. gun, AT | 2,592 |
| 37-mm. gun, AA | 504 |
| 37-mm. gun, tank | 5,571 |
| 37-mm. gun, aircraft | 390 |
| 75-mm. gun, AT | 918 |
| 75-mm. gun, tank | 1,216 |
| 75-mm. howitzer | 458 |
| 3-inch gun, field | 140 |
| 90-mm. gun, AA | 171 |
| 105-mm. howitzer | 597 |
| 155-mm. gun | 65 |
| Mortars | 9,518 |
Source: Extracted from MS draft, dated 9 Apr 52, of Procurement section, prepared by Richard H. Crawford and Lindsley F. Cook under the direction of Theodore E. Whiting for Statistics.
Union message on 6 January. These were the guns for 120,000 tanks and 145,000 airplanes to be built during 1942-43. In mid-January 1942 the Artillery Division estimated that, to meet the President’s program, it would have to procure during 1942 alone some 200,000 artillery pieces, evenly divided between tank and aircraft types.69 To Ordnance officers familiar with the complexities of gun manufacture, and keenly aware of the vast quantities of tools and materials needed, the task appeared impossible. But with the President’s words still ringing in their ears—”Let no man say it cannot be done. It must be done. ...”—they set about the task of planning new production schedules.
The chief bottleneck at the start was the lack of machine tools, and the lack of tools stemmed from low priorities on artillery. During the last 6 months of 1941 Ordnance artillery contractors had received only 1,363 tools out of a total national production of 80,000.70 The first step taken by Ordnance .to remedy this situation after announcement of the President’s “must program” was to request AA or A-1-a priority on needed tools and equipment.71 The request brought higher ratings for a few selected items, but for months antitank and field artillery weapons continued to carry such low priorities that it was almost impossible to get deliveries of new tools. Next Ordnance drew up a detailed tabulation of artillery requirements, placing opposite each item the name of
producing companies and needed production month by month. To every important prime contractor went a letter from General Wesson stating exactly what each had to produce to meet the President’s directive. “We believe that if machine tools and materials come in exactly as wanted, this thing might be done,” Col. Gordon M. Wells, Chief of the Artillery Division, reported in mid-February. “But on the basis of past experience it seems rather impossible.”72
Colonel Wells moved slowly in contracting for new plants because he did not want to spread too thin the few machine tools available. “We will get better and quicker results,” he observed in mid-February, “by giving the tools to a few strong companies.”73 How to get production with the fewest new tools was a prime consideration in awarding all contracts. As a result, the firms under contract before Pearl Harbor continued as the backbone of the artillery program throughout 1942. There were increases in scheduled production, enlargement of plant capacity, and the enlistment of a few new producers but no wholesale additions to the pre-Pearl Harbor production base.74
Early in the defense period, contracts with industry were placed by the arsenals, under direction of the Chief of Ordnance; but after the district offices built up their staffs more of this work flowed through them.75 Beginning in January 1942, in order to decentralize more activities from Washington to the field, a Fire Control Sub-Office was created at Frankford Arsenal, followed by similar offices at Watertown, Watervliet, and Rock Island. Responsible for production engineering, inspection standards, surveys of industrial capacity, cost analysis, and related matters, they served throughout the war.76
AA Guns
Antiaircraft guns were the chief artillery problem in 1942. The first item on the President’s AA list-1,600 37-mm. weapons in 1942—could easily be met by Colt, but the newer 40-mm. and 90-mm. guns were different matters.77 The President’s program required something like 300 percent expansion of rates previously planned for these weapons. Both were extremely difficult to manufacture and required hundreds of new tools.78 The 40-mm. was in the hands of two strong producers, Chrysler and the Pontiac Division of General Motors, but Chrysler was just starting production in February 1942 and Pontiac, with a priority of A-1-d, found it could not get essential tools.79 When the priority was raised to A-1-a Pontiac could still not get tools because it had no “urgency standing.” In view of these facts,
Ordnance recommended, and higher authorities approved, that the 37-mm. gun be accepted as a substitute to make up the deficit in 40-mm. output.80
“This is one of the tightest jobs we have,” commented General Knudsen when the 90-mm. AA gun came up at an ordnance production conference in February 1942.81 Watervliet was the only real producer at that time, turning out 120 per month and steadily increasing its output. Wheland was just reaching the production stage while Chevrolet and Oliver had only recently received contracts and were not expected to begin producing until near the end of the year. Ordnance estimated that only 3,650 guns would be produced during 1942 against the President’s goal of 5,400.82 As if this were not bad enough, output of carriages was lagging behind guns in spite of having Watertown Arsenal and seven commercial producers in the picture. None of the commercial firms was scheduled to reach production stage during the first half of the year, and most were expected to start producing only during the last three months of 1942.
The 90-mm. carriage was a complicated item, very difficult to make. “There are so many different devices on that carriage,” General Knudsen commented, “if you once set up for the whole job it will be as big as the Detroit Tank Arsenal.83 It was also a newly developed item that experienced all the difficulties inherent in production of a complicated piece of new equipment. Some of the most competent firms in the heavy machinery field found difficulty in meeting prescribed tolerances and specifications.84 The brightest spot in the picture was production of recoil mechanisms. In addition to Watertown Arsenal, two old standbys, R. Hoe and Otis Elevator, were carrying the load for this component. Both concerns had got off to a head start through educational orders. The darkest spot was the director. Two strong sources, Sperry Gyroscope and Ford Motor, had contracts for directors for the 90-mm., but Ford was behind schedule on tooling and Sperry was just starting to produce. An extremely complicated computing machine, the director contained thousands of parts, cost about $20,000, and required precision workmanship throughout. “I think this is our real choke item on the 90-mm. program,” reported Colonel Wells in February 1942,85 and it remained a choke item for many months. At the March production conference Ordnance reported that it would probably be impossible to meet the President’s directive on the 90-mm. unless extraordinary measures were taken to grant it overriding priority. General Somervell pointed out that scheduled monthly production of AA guns would supply sixty-two AA regiments a month, “a terrific number of guns.” When General Wesson, who had grave doubts about the need for so many 90’s, asked on what the President had based his directive, no one could answer.
“I think what we ought to do,” Donald
Nelson concluded, “is to review this in terms of its urgency in the picture ... and then let’s go back to the President and talk to him about it.”86 In less than a month the requirement was cut in half.87
Aircraft Guns
Production of aircraft cannon easily kept pace with plane deliveries in 1942. With four facilities making the 20-mm. gun, Ordnance estimated that output for the year would total 67,000 pieces, more than enough for aircraft use though short of the Time Objective figure of 89,000. A recomputation of requirements soon cut the latter figure in half and turned the 20-mm. deficit into a surplus. The 37-mm. gun was also well ahead of plane output, so far ahead, in fact, that plans were made in March to convert some of Oldsmobile’s production to 37-mm. AA guns.88
Tank and Antitank Guns
Providing guns for all the tanks on the President’s program meant building some 66,000 during 1942, but in February the Artillery Division nevertheless reported that it expected to reach its goal. Reasonable production of 37-mm. guns by Watervliet, United Shoe, National Pneumatic, American Type Founders, and York was calculated at 41,179 for the year. Production of the 75-mm. gun by Watervliet, Oldsmobile, Cowdrey, and Empire Ordnance was expected to reach 26,172. The 3-inch gun for the heavy tank, a new project, fell below requirements because the three producers, Vilter, Munitions, and Goodyear, had only A-1—d priorities and were unable to get tools. But the 3-inch was the least important of the tank weapons and caused no great concern.”89
In spite of the hopeful outlook, guns lagged behind tanks all during the first half of 1942. The lag was not great if one counted every gun as soon as it came off the assembly line. But there was a delay of from ten to thirty days between completion of guns at the factory and their installation in tanks. This time was taken up in packing, shipping to proving grounds, proof firing, transporting to tank arsenals, and finally installing the guns. At the end of April the Under Secretary called Ordnance to task because more than half the light tanks and two-thirds of all medium tanks with armored divisions had no guns.90 Ordnance immediately redoubled its efforts to speed proof firing and shipping. Hundreds of guns, intended for use with gyrostabilizers and special mounts on light tanks, were installed instead on medium tanks without special mounts,91 and by June the number of tanks and guns was fairly well balanced.92
Antitank guns formed a weak segment in the allied arsenal.93 Production of the 37-mm. AT gun was halted in 1943 after nearly twenty thousand had been delivered. The more powerful but still inadequate 57-mm. AT gun came into production in 1942 and ran well ahead of schedule. It remained the one most important U.S. antitank gun throughout the war, total output exceeding sixteen thousand. The 3-inch AT gun, after coming into production late in 1942, continued at a modest rate in 1943 and stopped in 1944. Ordnance meanwhile labored to develop a fourth AT weapon, the high velocity 76-mm. gun, but failed to get it into production before the war ended. An even more powerful 90-mm. AT gun was approved for limited procurement in May 1944, but further tests revealed the need for design changes to correct structural weaknesses in the carriage. Of two hundred produced, only one was sent overseas before the war’s end.94 At least part of the lack in AT guns was made up by the introduction of powerful and effective self-propelled weapons, often called tank destroyers or gun motor carriages. Most famous was the 105-mm. howitzer mounted on a medium tank chassis, nicknamed The Priest. After proving its value to the British in defeating Rommel’s armor in North Africa, the I05-mm. howitzer was followed by the 3-inch and 90-mm. guns, both mounted on medium tank chassis, the 76-mm. gun on a special carriage, and smaller pieces down to the 37-mm.95
To provide mobile antitank defense, the 57-mm. gun (formerly the British 6 pounder) was mounted on a half-track personnel carrier. Manufacture of this gun motor carriage was undertaken by the Diamond T Motor Company but, because of its limited tactical usefulness, less than one thousand were produced, and all were shipped to the British on lend-lease. These were clearly stop-gap weapons hurriedly designed to meet the threat of German armor. So was the 75-mm. gun motor carriage standardized late in 1941, the first piece of self-propelled artillery adopted by the U.S. Army in World War II. It consisted of a 75-mm. gun mounted on the standard half-track personnel carrier and was manufactured in small quantities by Autocar. A companion weapon, the 75-mm. howitzer motor carriage, also utilized the half-track personnel carrier and was produced in small quantities by the White Motor Car Company. Another vehicle produced by the White Company was a half-track carrier for the 81-mm. mortar. Though standardized two full years before Pearl Harbor it was never in great demand. These weapons were not produced in large numbers because they lost out in competition with full-tracked antitank vehicles of greater power and cross-country maneuverability.96
Heavy mobile artillery and seacoast guns ran far behind schedule throughout 1942. Production of the 55-mm. howitzer scarcely got started because of its low

The Priest, a 105-mm. Howitzer Motor Carriage M7, passing through a town in Sicily, July 1943.
priority. Only 33 were delivered against a requirement of 452. “There never was a possibility of meeting the 1942 requirement of 452 units, as we have pointed out on many occasions,” General Wells reported in December 1942.97 The 155-mm. gun and 240-mm. howitzer were in better shape but still behind schedule while the 8-inch field gun barely met the year’s requirement. The delay with all these weapons sprang from the combination of low priority and the need for elaborate equipment and preparation for production.98
Mortars
Mortars, among the simplest weapons employed in World War II, caused no major production problems, though diversion of seamless steel tubing to Air Force contractors in September 1942 completely stopped production of 60-mm. mortars for a time.99 Both of the two main types, the 60-mm. and the 81-mm., were foreign models purchased in the 1930s from the Edgar Brandt firm in France. Both were manufactured first at Watervliet and then by industry as rearmament got under way in 1939 and 1940.
When the 60-mm. mortar was adopted in 1938, it was given the designation M1 . Ordnance bought eight mortars, with French production drawings, from the Brandt company. When Watervliet Arsenal prepared production drawings of this weapon it adopted standard American threads and made minor dimensional changes to suit tubes and plates of American manufacture. To distinguish the French from the American model the latter was designated M2.100 In January 1940 the first production contract for 1,500 mortars went to the Read Machinery Co.
of York, Pennsylvania, and the Pullman-Standard Car Manufacturing Company signed a contract for the 81-mm. As requirements for the 60-mm. rose rapidly during 1940, Ordnance placed orders with a second producer, Kennedy-Van Saun Engineering and Manufacturing Company of Danville, Pennsylvania. Requirements dropped early in 1944 but by the fall of that year the demand for mortars in the European theater exceeded existing supplies. To meet the demand for 60-mm. mortars Ordnance took two steps; it ordered Read and Kennedy-Van Saun to boost production, and it placed a contract with Firestone Tire and Rubber Company for 24,250.101 Production for the first eight months of 1945 totaled 30,152, nearly equal to total production of the three preceding years. No similar crisis marked the 81-mm. program. It moved along at a fairly even pace year after year, its requirements and production following the general pattern set by the 60-mm. but with less extreme fluctuations.102
Of four new mortar models procured in 1944 the smallest was a 60-mm. mortar that weighed only 19.5 pounds and could easily be carried and fired by one man. The largest was a powerful 155-mm. weapon that could easily be disassembled and transported to forward positions to provide the equivalent of divisional or corps artillery support. Between these extremes were a lightweight 81-mm. and a new 105-mm. mortar.103 All were designed to meet the needs of troops in the South and Southwest Pacific Areas for mortars light enough to be carried forward through the jungle by infantry and yet powerful enough to blast prepared enemy positions at fairly long range. None of these new models was produced in large quantities and all remained limited procurement items with “T” designations.104 The only real difficulty in manufacture arose from the fact that these new types were rushed into production before Watervliet had time to complete the manufacturing drawings. The contractors thus had to use research and development sketches at the outset, with the result that some of the early production mortars failed to pass proof firing tests.
Over the Hump
By the end of its first year of war Ordnance could feel that, regardless of what the future might hold, it was over the hump in artillery production. The heavy investment in plant capacity made during 1941 and early 1942 was beginning to pay dividends, and output was steadily rising. Production of all types of artillery weapons during 1942 totaled some 160,000 pieces, distributed roughly as follows:105
| Aircraft guns | 68,114 |
| Antiaircraft guns | 14,509 |
| Tank guns and howitzers | 42,731 |
| Self-propelled weapons | 8,751 |
| Light field and AT weapons | 20,536 |
| Mortars | 100 60 |
| Heavy field artillery | 647 |
On the debit side Ordnance had to report that the Presidential goals for AA guns (40-mm. and 90-mm.) and for antitank guns (37-mm. and 3-inch) were not met. On the credit side, the figures showed that aircraft guns had kept well ahead of plane production all during the year, allowing some carryover to apply on the large 1943 requirements, and tank gun production had moved well ahead of tank output in the second half of the year. But more important than the President’s objectives was the Army Supply Program (ASP) that brought together all artillery items in a balanced statement of requirements. On some items the ASP called for more than the Presidential directive, on others less, and it was revised several times during the year. As a result, no precise comparison of goals and achievements was possible. But output for the year, totaling roughly one billion dollars in value, was encouraging. The most serious deficiencies in December were in directors and height finders for AA guns, other fire control items, 60-mm. mortars, and 155-mm. howitzers.106
There was no difficulty in identifying the factors that had hindered artillery production most. They were the same problems that had plagued all other Ordnance procurement efforts—lack of machine tools and lack of raw or semi-finished materials. Throughout the nation there were too few machine tools to go around and Ordnance efforts to win higher priorities for its own matériel had been only moderately successful. In mid-summer of 1942, when it had become apparent that there was no immediate prospect of getting more tools, Ordnance decided to favor a few key gun plants where rapid expansion was most needed instead of assigning new tools to all contractors regardless of the urgency of their need. Plants making 40-mm. AA carriages and directors and 3-inch AT guns were put ahead of plants producing 57-mm. AT guns and 90-mm. AA guns and carriages, which were not as urgently needed by the middle of the year. Meanwhile, the Ordnance district offices put pressure on prime contractors to subcontract work they could not do with their own tools.
Each district formed a Machine-Tool Panel to help contractors solve their machine-tool problems. In January 1942 General Campbell conferred at length with a machine-tool distributor from Philadelphia, Mr. N. P. Lloyd, and evolved the idea of using industrial specialists to aid the Ordnance districts.107 The Chicago district took the lead in forming a panel of machine-tool distributors familiar with the equipment in all plants within their business territory. The members served on a part-time basis and received no pay from the government, though they were reimbursed for travel expenses. When a contractor drew up a list of the tools he felt he needed, and submitted it to the district office, the Machine-Tool Panel would review it, urge greater use of subcontracting, suggest substitute types of machines that were known to be available, or recommend the use of idle equipment in the area. In one instance a Machine-Tool Panel was able to reduce the number of new machine tools for a given schedule of production from 1100 to 450.108 Industry integration committees for the pooling of tools and materials also helped a great deal in the latter half of the year while a sharp
cutback in the Army Supply Program eased the pressure for production.109
As early as June 1942 Colonel Wells had reported that, more than any other factor, lack of materials would hold back artillery production for 1942. The urgency of the need was dramatized by Watervliet’s contribution to the national scrap drive of hundreds of tons of material, including iron fence, antique cannon, and large cannon balls that had been piled at the base of the arsenal flagpole since Civil War days. To the general materials shortage that affected all wartime production there was added for the artillery program the need for a wide range of semi-finished materials, often in such small quantities that rolling mills - and other suppliers were not interested in them.
There was no effective procedure for scheduling and balancing production of artillery components during 1941-42. The practice was to schedule all components for production in the shortest possible time, working plants at full capacity. Not until the end of 1942 did a system of scheduling for balanced production go into effect with creation of a Central Planning Committee in the Artillery Division.110
Production Techniques
Of all the new or refined production techniques employed in making artillery during World War II, two may be taken as major advances—cold-working and centrifugal casting of gun tubes. Their novelty, it should be added, was not so much in the processes themselves as in their application to cannon manufacture on a large scale for the first time.111
Cold-Working (Autofrettage)
In the nineteenth century Springfield Armory had adopted the practice of firing in each rifle barrel, before it was bored to final dimensions, a cartridge loaded far above normal pressure. The purpose was to discover defective barrels, but toward the end of the century it was discovered that, for some unknown reason, firing a high-pressure cartridge imparted greater elastic strength to the rifle barrel. At about the same time European designers were applying the principle to large gun tubes by use of hydraulic pressure. During World War I, American Ordnance officers brought back to the United States reports on the European experience. Engineers at Watertown achieved some success during the 1920s in applying the principle to big guns, using controlled hydraulic pressure up to 150,000 pounds per square inch within the bore. Tests established the fact that pressure high enough permanently to enlarge the bore strengthened the barrel by imprisoning internal compressions at the bore comparable to those created in a built-up gun when a heated jacket or hoop was slipped on the barrel or breech and allowed to cool, shrinking to a very tight fit.112 As hydraulic pressure produced this effect without hoops it was sometimes described by the French term “autofrettage” meaning “self hooping.” By subjecting gun tubes to pressures exceeding
any they would experience in service, it further served as a proof test.113 Both Watertown and Watervliet were producing cold-worked tubes in quantity long before Pearl Harbor and continued to do so throughout World War II.
Centrifugal Casting
Though the first patent on casting in a rotary mold was issued in England early in the nineteenth century before the Ordnance Department was created, application of the principle to gun production in the United States dates only from World War I and the years following. Long before 1918 the centrifugal process had been used for commercial manufacture of pipes, piston rings, gear blanks, and thin-walled metal tubing, but Ordnance did not begin serious experimentation with centrifugal casting of cannon until 1925. In 1918 an Ohio concern, the Paper and Textile Machinery Company of Sandusky, had submitted to Ordnance for examination three centrifugally cast steel cylinders and had been awarded a contract to build a machine large enough to cast the 155-mm. howitzer tube. In 1925, after delivery of the machine, its use was energetically pushed by Brig. Gen. Tracy C. Dickson, commanding officer at Watertown from 1918 to 1932. During the experimental stages in the mid-20’s Watertown made large numbers of castings under different conditions and gave the resulting guns every known metallurgical test. The experimental casting cylinder used at Watertown was fitted with glass end pieces to permit observation of the molten metal after it was poured into the whirling cylinder.114 By 1932, after years of experimental production, a member of the Watertown staff was able to report in a scientific journal 93
that, “The manufacture of cannon from cast steel is an accomplished fact. Molten steel is poured into a revolving mold and shaped by centrifugal force to the shape of the mold. The result is a piece of ordnance superior in many ways to anything heretofore produced.”115 There were still many problems to be solved, and rejection rates remained high, but by 1940 the process was sufficiently developed to be ready for quantity production.
During World War II centrifugally cast guns made a substantial contribution, starting with the small sizes and eventually working up to medium sizes. On 20 June 1944 Watertown passed two landmarks in its production history: completion of its 100,000th centrifugally cast gun tube, and installation of a new machine for casting heavy cannon weighing up to 10 tons. The centrifugal process not only resulted in speedy production and economy of material but produced a gun that, unlike the forged gun which was stronger lengthwise than crosswise, had uniform directional properties. Centrifugal force tended to drive impurities toward the center where they could be eliminated when the gun was bored, and to increase the specific gravity of the product. Economy, simplicity of manufacture, speed of production,
and greater uniformity of product—all these were virtues of centrifugal casting.116
In December 1941 Ordnance placed contracts for two government-owned, contractor-operated plants to make gun tubes according to Watertown’s centrifugal casting method. The Houston Tool Company built and operated the Dickson Gun Plant in Houston, Texas, and the Ohio Steel Foundry Company operated the Ohio Gun Plant at Lima, Ohio. The latter arrangement was terminated in September 1942 in view of the drastic reductions in the Army Supply Program, and the plant thereafter became the Lima Tank Depot. The Dickson plant continued in operation until the end of the war, turning out a total of more than 12,000 gun tubes, of which about half were for 105-mm. howitzers.117
The list of other new methods adopted for artillery production is almost endless. The work of the Firestone Company in redesigning the 40-mm. gun carriage has been noted above. The use on this carriage of welding to replace riveting was well in advance of the adoption of welding for tanks and proved to be the forerunner of a host of new applications for welding techniques. Employment of lathes that permitted simultaneous boring of the inside and machining of the outside of gun tubes saved valuable production time.118 The use of seamless steel tubing for the smaller gun tubes and for recoil cylinders not only lightened the load on forging and casting plants but also saved time and material and gave a uniformly high quality product. With breech rings for the 90-mm. AA guns, casting instead of forging reduced machining time and doubled the rate of production.119 To speed output of optical instruments a new method was developed for casting optical glass in rods and bars from which could be cut small circular blanks ready to go on the lens-grinding machines. Formerly optical glass had been cast in large chunks from which slabs were cut and then gradually reduced to small circular blanks. In the long list of such cost-cutting, production-speeding techniques lay part of the secret of American industry’s high-speed quantity production in World War II.120 The whole process was in line with General Campbell’s admonition to the District chiefs in December 1944: “Make no compromise with quality and yet at the same time wherever we can let’s cut out the monkey business.”121
But there was another side of the picture, too, with defects in production causing much concern. When artillery weapons reached the proving ground for final test they often failed to pass. In spite of a vigorous campaign to tighten inspection, General Wells reported late in 1942 that “a lot of material is getting into the proving grounds that has various things wrong
with it. It’s a critical situation.”122 Pressure to get out production sometimes led to unwise shortcuts that caused no end of trouble, while material accepted without inspection on the basis of the manufacturer’s certificate was sometimes found to be the source of defective parts. Constant efforts by Ordnance, under pressure from Army Service Forces, to reduce inspection forces probably also contributed to lowering of standards. The lack of inspection gage designs from which manufacturers could produce work gages and the necessity to find substitutes for critical or strategic materials and machine tools were the principal causes of the discrepancies.
Fire Control Instruments
Instruments for observing distant targets, measuring distances, and aiming weapons—collectively known as fire control instruments—contributed greatly to the effective employment of U.S. artillery in World War II, but they were among the most troublesome items for Ordnance to procure. Ranging from relatively simple binoculars, telescopes, and quadrants to more complex items such as periscopes, panoramic telescopes, height finders, and range finders, and finally to enormously complicated directors for antiaircraft guns, they covered a wide area of manufacturing problems. Compared to standard guns and howitzers, which were themselves not simple in construction, fire control instruments were generally more complicated, required more drawings, called for more different kinds of materials and demanded more exacting machining and more meticulous assembly operations. As the quantities required of the more complex instruments were relatively small, and the risks of production were great, manufacturers were usually reluctant to accept contracts for their production. Ordnance district representatives had to overcome this reluctance by meeting with industry executives and explaining to them the urgency of the Army’s needs. The success of these efforts is indicated by the fact that from 1940 to 1945 the value of fire control instruments produced by industry under Ordnance contracts exceeded $1,000,000,000.123
Frankford Arsenal had been the Ordnance center for fire control research and procurement all during the interwar years and continued in that role throughout World War II. Because of lack of funds, progress in both research and procurement planning was slow during the peace years, but in 1939 the arsenal was enabled to place several educational orders with industry for height finders, gunner’s quadrants, telescopes, and telescope mounts.124 Before much was accomplished on these orders the arsenal was faced in the fall of 1940 with the need to replace them with quantity production contracts. Over-all direction of fire control procurement came from the Industrial Service in Washington, but the day-by-day work of placing contracts and expediting production was
handled by Frankford Arsenal. Except on matters of inspection, the arsenal bypassed the District offices and dealt directly with contractors, justifying this action on the ground that the Districts, which were just then building up their staffs, lacked specialized knowledge of the instruments and their production. As far back as 1930 the arsenal had stationed an officer, known as an Army Inspector of Ordnance, at the Sperry Gyroscope plant in Brooklyn, N.Y., and as time went on increased his jurisdiction to include contracts with Keuffel and Esser, Eastman Kodak, and other concerns. Soon after Pearl Harbor, as the District offices gained strength and as General Wesson moved to promote further decentralization of Ordnance procurement, a Fire Control Sub-Office was established at Frankford Arsenal with directions to transfer all Frankford Arsenal fire control contracts (then totaling about two hundred) to the appropriate districts for administration.125 Production lagged far behind requirements during 1942, but the sharp cut in the Army Supply Program announced in November 1942 reduced the gap between production and requirements.126 Meanwhile the quality of American fire control matériel came in for a good deal of criticism from British forces in North Africa, who were equipped in part with American tanks and artillery, criticism that was soon echoed by U.S. troops who landed in North Africa in November 1942.127
Of the three main categories of fire control instruments—binoculars and telescopes, range finders and height finders, and directors—the first was the least complicated and least subject to changes in design, but it nevertheless posed difficult procurement problems. Early in 1941, to meet an urgent requirement for 350,000 binoculars, Ordnance took the unusual step of standardizing for military use a commercial design of the Bausch and Lomb Optical Company. This design closely approximated the old World War I binocular, known as type EE, that was still standard. Other commercial models were also standardized and produced in quantity for shipment to allies. But this policy soon proved to be a costly mistake. Designed for normal civilian use, the commercial binoculars failed to stand up under combat service where they were subjected to rough handling, submersion in water, and exposure to extremes of temperature. Using them was, in the words of one field commander, “like looking through two dirty milk bottles.”128 The existence in the supply system of different types of binoculars with non-interchangeable parts also complicated spare parts supply and field maintenance. To remedy the situation a new military model was adopted early in 1943.129
With compasses, Ordnance followed the same policy with better luck. In 1941, while development of a more rugged instrument to replace the standard compass used in World War I was under way, Ordnance examined a commercial compass known as the Brunton Pocket Transit. It was adopted late in 1941 and, with minor modifications, remained the standard Army compass throughout the war.
When the Bausch and Lomb binocular was adopted in 1941 it was understood
that the Bausch and Lomb Company could not be counted on for large-scale production of binoculars because its resources were needed for more critical precision optical instruments. Ordnance therefore turned to the Nash-Kelvinator Company and the Mansfield, Ohio, works of the Westinghouse Electric and Manufacturing Company. Neither firm had any experience in making optical instruments, nor any facilities for manufacture of optical elements, but plant surveys had convinced Ordnance that the two concerns could readily adapt their equipment and buildings to binocular production. Optical elements—lenses, prisms, windows, reticles, and other parts made of optical glass—were to be procured from optical glass manufacturers and turned over to Nash-Kelvinator and Westinghouse as government free issue materials. Production was slow to start. “We were told by old line binocular manufacturers,” Westinghouse later reported, “that they questioned if we would ever be able to produce satisfactory binoculars, let alone produce them in the quantities called for under our contract.” But by the first anniversary of Pearl Harbor the two contractors were producing at the rate of 8,000 binoculars each per month. During 1943, the peak year for production, 245,672 were turned out, including both old and new models.130
Manufacture of panoramic telescopes by the camera works of the Mergenthaler-Linotype Company and the Eastman Kodak Company may be taken as a representative sample of this special field of Ordnance procurement. As used for artillery fire control, the panoramic telescope was a periscopic instrument with a head that could be rotated to permit the observer to look in any direction without moving the eye piece. It was also, in the words of the Eastman company, “a precision instrument manufactured to extremely close tolerances.”131 Frankford Arsenal had made small quantities of the panoramic telescope M1 during the 1930s but its maximum capacity was only about to per month. To develop an industrial source that might be called upon, for quantity production in time of war, Ordnance placed an educational order in May 1940 with the Mergenthaler Company, which had signed an accepted schedule of production for panoramic telescopes in 1939. The company followed arsenal methods to the letter, obtained good results, and was soon asked to take on a quantity production order.132 Meanwhile an improved model was adopted and a production contract placed with the Eastman Company, which soon became the leading producer.133
Production of directors, the heart of most antiaircraft fire control, was far more difficult than production of binoculars, telescopes, or height finders, but Ordnance was fortunate in its selection of contractors and made a good production record. The only director produced in large quantities was the M5, based on the British Kerrison predictor, for the 37-mm. and 40-mm. guns, and the great majority of Ms’s were made by the Singer
Manufacturing Company of Elizabethport, N. J.134 As early as December 1940 Singer engineers had come to Frankford Arsenal to see the Kerrison predictor and study the problem of manufacturing it. They found that it was a 500-pound mechanism built with the precision of a wrist watch, carefully assembled to make mathematical calculations that would show how the gun should be aimed to reach its target. Early in 1941, after the director had been standardized, Singer agreed to manufacture it at the rate of 1,700 per year, a rate that company officials then considered “overwhelming.”135 The company obtained drawings from Frankford, planned its work procedures, ordered over 1,300 new machine tools, and erected a new building, completely air-conditioned. As Singer could find no satisfactory source for large quantities of aluminum and bronze castings it decided to convert its foundry from the production of cast iron to aluminum and bronze. The company used its other plants and subsidiaries to make packing chests, motors, small parts, and subassemblies. Delivery of eight directors to the Ordnance inspector in February 1942 marked the end of the period of preparation and the beginning of the period of production. By mid-July 1942 the 1,000th director had been accepted, requirements were doubled and redoubled, and by 1944, when production was curtailed in view of Allied air supremacy, Singer had made some 23,000.
Procurement of optical elements, such as lenses, prisms, windows, reticles, and so forth, was one of the most difficult phases in the production of fire control instruments. The metal parts, known as optical components, posed far less difficult problems. As the United States had always imported optical elements, chiefly from Germany, it had very little capacity for home production. In the New York Ordnance District, for example, it was estimated in 1939 that total annual production of all optical element manufacturers in the district was less than $100,000. “The competition for optics,” wrote one procurement officer, “almost resolved itself into a `free for all’ between the Army, Navy and Air Corps, with the British Purchasing Commission interfering with all three.”136
Because of the shortage of optical elements, and the instrument makers’ lack of experience in procuring them, Ordnance decided to procure optical elements from qualified producers and turn them over to instrument manufacturers as government free issue material. One of the most successful procurements under this policy flowed from a contract with the Optical Research Company of Long Island City. This concern produced most of the optical elements for the binoculars made by the Nash-Kelvinator Company and the Westinghouse Electric and Manufacturing Company. As requirements for optical elements mounted after Pearl Harbor and it became necessary to bring many small manufacturers into production, Frankford Arsenal and the New York Ordnance District arranged with the Mergenthaler-Linotype
Company to attempt an unusual experiment. Mergenthaler set up the U.S. Optical Supply Corporation, with an office in New York City, to provide central control of numerous contracts with small producers. Its officers were also officers of Mergenthaler, the parent company, and received no compensation for their services. Operating on a cost-plus-fixed-fee contract with the government, the company placed subcontracts with many small producers, helped them get into production, provided storage space for optical pressings, and eventually delivered some $4 million of material. It supplied nearly all the optical elements used by the Bulova Watch Company in manufacturing tank telescopes.137
The Fire Control Sub-Office encouraged the optical glass industry by arranging for government financing of plant expansion and administering an optical machinery pool which procured some 1,000 machines for use by optical glass producers. It arranged for the Corning Glass Works to build a government-owned, contractor-operated plant at Parkersburg, W.Va., and to operate a glass depot there. In October 1943, when the coating of optics to improve the performance of instruments under poor lighting conditions was made mandatory, the Fire Control Sub-Office supervised the procurement of equipment and provided technical instruction to contractors on this difficult project. Similar action was taken after the introduction in December 1943 of thermosetting cements that increased the resistance of instruments to failure under extreme heat or cold.138
Changing Requirements and Types, 1943-45
During 1943, the peak year for artillery production, Ordnance arsenals and contractors produced something over 150,000 weapons, of which roughly half were aircraft guns. The one item that bulked largest in 1943 output, nearly equal to all other artillery weapons combined, was the 20-mm. aircraft gun, which reached a production figure of 70,000 for the year. The next largest item on the list was the 75-mm. tank gun with a total of something over 20,000.
An analysis of the production figures for 1943-44-45 reveals sharp fluctuations in requirements and the emergence of many new types as Allied forces pushed forward against the enemy on many fronts, employing novel tactics and weapons. Aircraft and AA guns, which held the highest priority at the start of the war, were cut back in 1944, and their manufacture virtually came to a standstill early in 1945. Large-scale procurement of plastic 4.5-inch rocket launchers in 3-tube clusters began in February 1944 when contracts were placed with General Electric and Firestone.139 The 37-mm. AA gun dropped out of the picture in 1944 and output of the 40-mm. declined sharply. Production of the 90-mm. AA gun, after reaching a peak of over 4,000 in 1943, dropped to 300 in 1944, and stopped altogether by 1945. Meanwhile a new and more powerful AA weapon, the 20-MM. “Stratosphere” gun, came into production on a small scale-550 all told. Because it was extremely heavy and complex it saw little service overseas, and with the enemy on the
defensive in 1944-45, virtually no demands were heard for additional AA guns.140 As Allied planes were armed primarily with .50-caliber machine guns—and a few with 75-mm. cannon—output of intermediate aircraft weapons, 20-mm. and 37-mm., came to a standstill in 1944-45. All told, output of aircraft guns dropped from over 78,000 in 1943 to only 1,000 in 1945.
In other categories the story was much the same with steadily declining output of tank guns, self-propelled weapons, and field guns. But within each category new or improved weapons forged ahead of older types. For tank armament the 90-mm. gun and the 1 05-mm. howitzer came into production in 1943 and rose to more than 2,000 each in 1945, while the 76-mm. tank gun took first place on the list with more than 12,000 produced in 1944-45.141 The 37-mm. AT gun went out of production in 1943 followed by the 3-inch in 1944. The 4.5-inch gun which had been adopted in May 1942 as corps artillery was dropped in 1945, after 426 had been produced, because field commanders reported it could do nothing the 155-mm. howitzer could not do.142 Self-propelled weapons did not come into production until 1942 but soon rose to a peak of over 13,000 in 1943. They dropped off to about 3,000 for 1944, and in 1945 new, larger types came on the scene, the 8-inch howitzer and 155-mm. gun, but all in very small numbers. Although the foregoing fluctuations in output were apparent in the individual categories of artillery, production of all types of artillery for the 1940-45 period totaled 519,031. (Table io)
Heavy Artillery
From the very start of World War II most Ordnance officers were advocates of heavy artillery, a term that generally included weapons ranging from the 155-mm. gun (or the medium 155-mm. howitzer) to the 240-mm. howitzer, but their views were not shared by responsible Army planners.143 The General Staff and field commanders felt that big guns, like heavy tanks, were not sufficiently mobile to counter German fighting tactics and imposed a disproportionate burden on the nation’s limited shipping resources. Though a few big guns were listed in the early estimates of Army needs, they carried a low priority and their manufacture proceeded at a snail’s pace.144 Then, during the winter of 1942-43, even these small requirements were sharply cut in successive revisions of the Army Supply Program, partly because of the desire to conserve steel and partly because of the belief that heavy equipment, however valuable in Europe, would be altogether useless in jungle warfare in the Pacific.145 Late in 1942 Lt. Gen. Lesley J. McNair, Commander of the Army
Table 10: Summary Of Artillery Production, 1940-1945
| Item | Amount |
| Total | 519,031 |
| Heavy field artillery | 7,803 |
| Light field and AT weapons | 56,616 |
| Tank guns and howitzers | 116,114 |
| SP guns and howitzers | 27,082 |
| Aircraft guns | 156,587 |
| Antiaircraft guns | 49,775 |
| Mortars | 105,054 |
Source: From Whiting, Statistics, Table PR-8.
Ground Forces, unsuccessfully urged production of 16-inch howitzers on railway gun mounts to supply the need for “super-heavy” artillery and in April 1943 criticized the Troop Basis for its lack of sufficient heavy artillery units.146 In the spring of 1943 General Campbell made a strong plea for immediate approval of more heavy artillery, asserting that powerful guns would be needed to blast heavy concrete fortifications on the continent. “The bigger the weapon,” he warned, “the longer it takes to get into production.”147 A small increase was authorized on 1 July 1943, but the gain was only temporary. In January 1944, in February, and again in March, General Campbell protested against proposed new cuts, contending that once production was stopped it could not be resumed speedily at a later date if the need for heavy artillery should arise again.148 But he meanwhile proceeded as directed to terminate contracts, and gave increased attention to manufacture of spare gun tubes and reworking of worn out tubes returned from overseas.149
Just as the curtailment orders were being carried out they were suddenly rescinded. Early in April ASF headquarters ordered that production of heavy artillery weapons
and ammunition be expedited, describing the project as of “high operational urgency.”150 The experience of the Italian campaign, where German artillery out-ranged that of the Allies, had proved the need for big guns.151 In mid-May G-4 issued the specific requirements, all adding up to enough weapons for 66 new battalions of medium and heavy artillery.152 Capacity that had been laboriously built up over a long period of time and then dismantled had now to be built up again. But to resume production took time, six months or more, depending on the circumstances. One of the chief difficulties was that plant capacity released following the cutbacks had been taken over by the Navy and was no longer available to Ordnance. Further, contractors who had released their subcontractors could not win them back overnight. As a result, some artillery contracts had to be placed with firms that had never before made big guns for the Army.153 Others had to be placed in labor shortage areas because of the lack elsewhere of forging and machining capacity.154 Meanwhile, as Allied troops fought their way inland after the 6 June 1944 landings in France, General Eisenhower sent back an urgent request for more powerful antitank ammunition, more tanks with 90-mm. guns, and more 90-mm. self-propelled guns.155 This request was given special priority and was merged with the intensive drive for heavy artillery production.156 At the same time the demand for spare gun tubes and recoil mechanisms rose steadily. The tremendously increased rate of fire after the invasion pushed the requirement for spare tubes in 1944 to nearly 4,000 as compared with actual delivery of only 323 in 1943.157
Output lagged behind requirements all during the winter of 1944-45. Then, just as it was about to catch up, the defeat of Germany brought an end to the need. Testifying before the Truman Committee in April 1945, Donald Nelson reported that, “the heavy artillery is going along as well as could possibly be expected.” Then followed this interesting colloquy that may serve as a conclusion for one chapter:
Mr. Nelson: On artillery, there are tremendously increased requirements.
Senator Ferguson: Due mostly to changes in plan?
Senator Truman: Due mostly to the fact
that they found out aircraft bombing could not take the place of artillery.
Mr. Nelson: That is very true.
Senator Hatch: This is one of the lessons of war.
Senator Ferguson: In other words, the dropping of the bomb didn’t have the same effect as the shooting of the shell.
Mr. Nelson: The Ordnance Department knew that from the very start.
Senator Ferguson: And contended for it?
Mr. Nelson: Contended for it; proved it mathematically in every way, shape, and form.
Senator Truman: But you couldn’t convince them except by experience.158