Chapter 6: Artillery Ammunition: Preparation
The settled doctrine of U.S. Army field commanders in World War II was to pave the way for advancing foot soldiers by massed artillery fire and aerial bombing. Whenever possible, stubbornly held positions were reduced at long range with steel and high explosives, not with frontal attacks by infantry columns. In the first two days of the March 1944 attack on Cassino, for example, U.S. artillery units fired something like eleven thousand tons of shells, accompanied by a hailstorm of bombs dropped by the Air Force. Similarly, landings on islands in the Pacific were regularly preceded by hours of methodical pounding from planes and surface vessels to destroy the enemy’s strong points and drive him back from the beaches. During the attack on Iwo Jima close to forty thousand tons of shells and bombs fell on its 8-square-mile area. In the European theater, in the single month of December 1944, the total quantity of 1 05-mm. howitzer ammunition fired exceeded three million rounds. In his diary kept during the Italian campaign Maj. Gen. John P. Lucas quoted a captured German medical officer as raving against the German command and saying, “You people expend artillery ammunition but mine expend only the bodies of men.”1 U.S. Army tactics helped achieve the all-important goal of sure victory at minimum cost in American lives, but they ate up ammunition at a rate never before considered feasible.2
Massed fire power on the scale employed during World War II was utterly beyond the capability of the U.S. Army in the summer of 1940, or even as late as the summer of 1941. The stocks of ammunition on hand in 1940 were so meager that, in the words of Secretary of War Stimson, “We didn’t have enough powder in the whole United States to last the men we now [1943] have overseas for anything like a day’s fighting.”3 Worse still, only a
handful of small plants were making propellant powder and high explosives, and there were virtually no facilities for the mass loading and assembling of heavy ammunition. American industry was just beginning, through educational orders, to learn techniques for forging and machining shells and producing intricate fuse mechanisms. The only sources for new artillery ammunition were Frankford and Picatinny Arsenals, while a few Ordnance depots were equipped to renovate old ammunition. Private ammunition plants did not exist, and, because of the specialized nature of the process, there were no commercial plants that could be converted to ammunition production.4
A Government-Owned Ammunition Industry
To meet this situation the Ordnance Department took steps in the summer of 1940 to create something new in American economic life—a vast interlocking network of ammunition plants owned by the government and operated by private industry. More than 60 of these GOCO (government-owned, contractor-operated) plants were built between June 1940 and December 1942. Representing a capital investment of about $3 billion they produced a wide range of military chemicals, and they loaded millions of shells, bombs, grenades, rockets, and mines. The plants employed nearly a quarter of a million workers and covered a total land area equalling that of New York, Chicago, and Philadelphia combined. Their annual operating expense amounted to about $1 billion.5
It was this ammunition industry, spread widely throughout the Mississippi Valley, that accounted for the spectacular growth of the U.S. Army’s fire power between 1940 and 1943. From some of these quietly efficient plants, operated by competent industrial firms, came smokeless powder and death-dealing high explosives. From countless other privately owned plants—some as far away as New England—came shells, cartridge cases, fuses, and related metal components. At still other government-owned plants, managed by concerns that in peacetime handled such products as soap, soft drinks, rubber tires, or breakfast food, the ammunition was loaded and assembled into complete rounds for shipment overseas. All along the line, inspectors checked each step in the process to assure high quality production. Total output for the 1940-45 period reached astronomical figures. The io5-mm. shells alone, if placed end to end, would have extended twice around the earth at the equator. The total for all types and sizes amounted to nearly one billion rounds, ranging from 20-mm. to 240-mm., not counting over one hundred million grenades and mines, and over thirty-three million bombs and bomb clusters.6
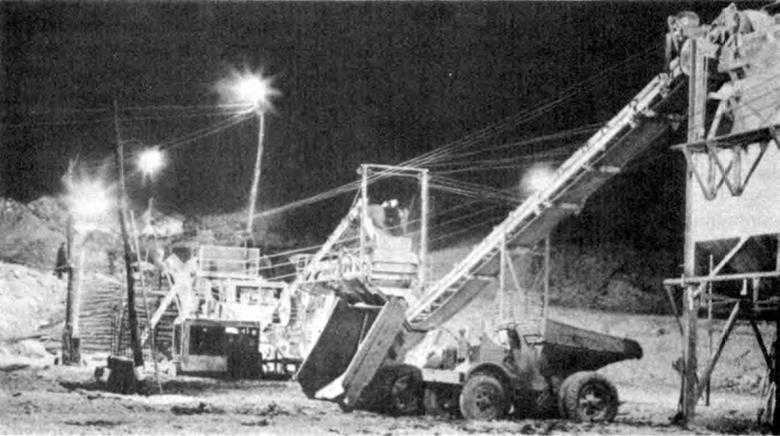
Night construction operations in 1941 at Weldon Spring Ordnance Works, built for manufacture of high explosives.
In terms of dollar value, artillery ammunition, bombs, and related items constituted the largest single element in the Ordnance procurement program. Ordnance not only filled the ammunition needs of the Army, including the Air Force, but it supplied large quantities of bulk explosives and complete rounds to the Navy and to lend-lease recipients. The value of artillery ammunition produced between Pearl Harbor and V-J Day was nearly $7 billion at 1945 prices, and the value of bombs, mines, grenades, and pyrotechnics brought the total up to about $10 billion, or nearly one-third of all Ordnance procurement during World War II. The value of artillery ammunition procured by Ordnance exceeded the combined total of all procurement by four of the other technical services—Signal Corps, Transportation Corps, Chemical Warfare Service, and the Medical Department. It was over five times the total sales volume of General Motors Corporation in 1940.7
The complexity of ammunition procurement increased in geometric proportion to the number of weapons and the types of ammunition employed by each. There were only twenty different sizes of artillery shell used in World War II, but there were more than a dozen types of shell for each caliber. Artillery weapons were supplied not only with high explosive and armor piercing ammunition, but also with smoke, illuminating, and phosphorous shells. Some ammunition was stuffed with propaganda leaflets. All told, Ordnance produced 270 types of artillery shell, and seventy different types and sizes of bombs.
The Anatomy of Ammunition Production
To .see the process of artillery ammunition production in proper perspective it is necessary to take a round of ammunition apart and inspect its composition. There are five major elements in a complete round of high-explosive ammunition: the cartridge case, the projectile, the propellant powder, the high explosive, and the fuse mechanism. For bombs the principal elements are the bomb body, explosive, fin, and fuse. In addition, there are many other small parts, such as the primer, booster, and adapter, all of which are essential but of lesser importance in terms of production volume. From the procurement point of view, all parts of a bomb or round of artillery ammunition naturally fall into two groups—metal components, and powder and explosives. In general, the metal components were procured from private industry, through the district offices, using existing plant capacity; powder and explosives were produced in the main by the new GOCO plants under the direction of the Ammunition Division of Industrial Service. After the elements of a shell had been produced there still remained the task of loading and assembling them into complete rounds at the loading plants, and inspecting them with care. A complete round of ammunition did not spring full-born from any one plant. It was, rather, the end product of a whole series of interrelated manufacturing operations in a host of different plants. The TNT came from one source, the smokeless powder from another, and the metal components from scores of widely separated factories. With the 105-mm. howitzer high-explosive shell, for example, it has- been estimated that the metal parts traveled over to,000 miles from twelve Ordnance plants and works.8
Two additional features of ammunition production merit special note: the precision work required on the metal components, and the hazardous nature of powder-making and ammunition loading. An artillery shell is a delicate and complicated mechanism packed with two death-dealing powder charges—smokeless powder in the case, and TNT or other high explosives in the shell. Both the brass case and the steel projectile must be formed to meet exact specifications. The fuse must be built with the precision of a fine watch and yet be strong enough to withstand violent shocks—and sure to function with split-second accuracy. Its sensitive detonator and booster charge must be assembled by skilled operators. Propellants and highly sensitive percussion primers must pass rigid inspection tests to assure safety for the gun crew and uniformity in the flight of the projectiles round after round. The TNT or other high explosive must be loaded with extreme care, must remain safe to handle and store for long periods of time, and then must explode with terrific shattering effect at precisely the right moment.
This type of work was obviously not for amateurs. Yet in 194.0 there were only a half-dozen companies in the United States familiar with explosives manufacture, and their experienced personnel were few in number. These companies had but recently come through the “Merchants of Death” era when everyone connected with the
manufacture of munitions had been publicly castigated. Nor did the Ordnance Department itself, with only 375 Regular Army officers in the summer of 1940, have very many officers or civilian engineer’s with more than elementary knowledge of ammunition production. Notable among these was Maj. John P. Harris, who in 1937 had established the Wilmington, Del., suboffice to draw up plans for ammunition production and take counsel with the explosives firms that had home offices in Wilmington.9
The Period of Plant Expansion, 1940-42
Site Selection
The selection of sites for new ammunition plants was complicated by a variety of factors. At the outset, the policy of avoiding coastal areas in favor of the less vulnerable interior regions set certain broad limits, as did the need for avoiding, on grounds of safety, large centers of population. Next came a whole series of interrelated considerations, such as availability of water, manpower, electricity, railroads, and highways. There were strong political pressures always at work, and they sometimes decided the issue in favor of the less desirable sites.10 Mistakes were sometimes made in selecting sites as, for example, the choice of land in Illinois that had oil pipes under it.11 Huge tracts of land were needed for both the explosives plants and the loading plants, not because the buildings were large but because safety demanded wide open areas between production lines and between storage areas. The Illinois Ordnance Plant, for example, with eight loading lines, covered an area of twenty-four thousand acres—about one and a half times the size of Manhattan Island. Within the Wolf Creek plant and its adjoining depot there were seventy-five miles of railroad track and 130 miles of highway. Whenever possible, plants were built on land that was not well suited for farming and could be purchased at reasonable cost.12 Finally, Ordnance was required to spread its new plants widely for reasons of security, with resultant increase in freight hauls between plants. “If we were a private concern,” commented General Wesson in the spring of 1941, “we would have concentrated our plants so as to reduce transportation but it has been necessary to yield to the demand to spread them out.”13
The decision to avoid areas within two hundred miles of the nation’s borders forced Ordnance to modify its mobilization plans for loading plants. In the 1930s the accepted plan for an emergency was to construct two different types known as First Phase and Second Phase plants. The former were to be built at existing Ordnance depots such as Delaware, Nansemond, Raritan, Charleston, Savanna, and others.14 It was believed that, on the approach of a crisis, shipment of ammunition from these depots to troops in the field would release buildings that could readily be converted into ammunition loading plants in ninety days. These plants would supply the Initial Protective Force during the first stages of the emergency while Second Phase plants—large, newly constructed plants—were being built.15 This plan had to be abandoned in 1939-40 because most of the depots were along the seacoast and were considered too vulnerable to air or sea attack. Further, some were near large cities such as Baltimore and Charleston. Another factor practically completed the wiping out of all plans for First Phase loading plants. This was the desire to minimize the effect of enemy air attacks by spreading plants out over very large areas, with such great distances between lines that a bomb dropped on one line would not destroy the entire plant. The effect of this decision was to double the distances previously planned between loading lines, and increase the total area and total cost of all plants. It also contributed materially to the remarkable safety record made by Ordnance in World War II.16
The location of ammonia plants demands at least brief mention, for it introduced a permanent shift in the geographic center of the ammonia industry. Before the war, when ammonia was made chiefly from coal, the plants were built in coal-producing areas, generally near the coke ovens. Some industrial chemists and Ordnance officers, particularly Maj. John P. Harris, were convinced that in time of war enough ammonia for the mass production of explosives and smokeless powder could never be produced from coal.17 The pre-1940 Ordnance plans therefore called for the production of ammonia from natural gas and the location of new ammonia plants in the Southwest rather than in. the Pennsylvania—West Virginia—Kentucky coal region. “People told me I was crazy
when I proposed the idea,” Harris declared, “but it succeeded and today all the ammonia producers use natural gas.”18 Four ammonia works—Cactus (Tex.), Dixie (La.), Missouri (Mo.) and Ozark (Ark.)—were built to utilize natural gas as their basic raw material. Three other ammonia works—Buckeye (Ohio), Jayhawk (Kans.), and Morgantown (W.Va.)—continued to make ammonia from coal.
The Construction Phase
Construction of new plants was managed by the Quartermaster Corps until 16 December 1 941 when this responsibility was transferred to the Corps of Engineers. War Department plans provided that the service responsible for plant construction should select the construction contractor while Ordnance would choose the operating contractor. In most cases the operating firm helped design the plant, and in some instances served also as the construction contractor. To speed work and avoid protracted negotiations that would be required for fixed-price contracts, the Quartermaster Corns and Corps of Engineers used cost-plus-fixed-fee contracts with results that led to sharp criticism by committees of Congress.19 The criticism may have been unwarranted, as the Quartermaster Corps and Corps of Engineers contended, but its publication left many people with the erroneous impression that the Ordnance Department was at fault.20
The expansion program began on a rather modest scale in the summer of 1940 when contracts were left for two smokeless powder plants (Radford and Indiana), one TNT plant (Kankakee), and one shell and bomb loading plant (Ravenna).21 A few weeks later another loading plant (El- wood) for shells and bombs was added. Twice during the latter part of 1940 the capacity of the Indiana plant was raised, bringing the total up to three times the original plan and boosting the cost to more than one hundred million. In October construction started on the Baytown Ordnance Works in Texas for the production of toluene, basic chemical needed for TNT, using a process recently developed by industry with Ordnance support and encouragement.22 The British meanwhile (August 1940) contracted with the DuPont Company to build a large smokeless powder plant (later named Chickasaw Ordnance Works) at Millington, Tennessee, and Ordnance in October 1940 signed a contract with the Lansdowne Steel and
Iron Company to build a plant in Alabama for forging and machining 105-mm. shells. The Gadsden Ordnance plant, as it was known, was the only GOCO plant that produced metal components for ammunition.
During 1941 the expansion program rapidly gained momentum as work on twenty-five new plants began and the capacity of existing plants was greatly increased. Broadly speaking, these plants were intended to raise production capacity to the level required for a 4,000,000-man Army.23 Thirteen of the new plants were designed for loading operations—eight for bomb and shell loading, four for bag loading, and one for loading fuses and boosters. Five of the new plants produced ammonia, three TNT, two smokeless powder, one oleum, and one ammonium picrate. In addition, Ordnance took over the British smokeless powder plant at Millington, Tennessee, following enactment of the Lend-Lease Act in March 1941, but output of the plant continued to go to the British. After Pearl Harbor the program was doubled, with construction starting on 25 new plants between January and August 1942. Ten were for loading bombs, shells, fuses, boosters, detonators, and primers. Six were for TNT, two for a newer and more powerful explosive known as RDX, two for smokeless powder, and the remaining five for ammonia, magnesium, and ammonium picrate.24
Erection of the new facilities is sometimes described as coming in a series of waves, each wave forming a balanced array of lines for producing smokeless powder, TNT, and auxiliary chemicals, and for loading and assembling complete rounds. But the actual construction of the plants did not fall into any such neat pattern. The expansion moved forward rather un evenly along a wide front, beginning with Indiana and Radford in the fall of 1940 and ending in the late summer of 1942 with Holston and Sunflower. The goal was always to achieve balanced production as soon as possible, but the task of keeping production in balance was never easy, though it was simplified somewhat by construction of multiple-purpose plants.
In most cases, Ordnance plants turned out more than one product or performed more than one function. The Badger Ordnance Works, for example, was originally intended to provide only three smokeless powder lines, but the contract was revised to add double-base powder and TNT. The Illinois Ordnance Plant went into operation in June 1942 with production of percussion primers, but it was soon producing detonators, assembling fuses, and loading boosters for 155-mm. shells. The use of such multiple-purpose facilities gave the program a flexibility it would otherwise have lacked. Flexibility was essential, for the situation was never static. As requirements rose or fell, or shifted from one type of ammunition to another, production lines had to be shut down, new lines
added, or entire plants taken out of production. For example, because of a drop in requirements, the large bag-loading plant at Flora, Mississippi, was not needed in the summer of 1942, when it was nearing completion; it was converted into a Unit Training Center until 1945 when need for it arose in the heavy ammunition program.25
For many reasons, precision in planning plant expansion in 1941-42 proved to be impossible. Requirements fluctuated from month to month. No one could predict exactly how long it would take to build a new plant, for it depended on such factors as weather, labor supply, and deliveries of materials and production equipment. Improvements in techniques boosted the rate of production in many plants and completely invalidated the original estimates of plant capacity. Construction of a number of plants and new operating lines authorized after Pearl Harbor were canceled late in 1942 as requirements dropped and existing plants reached unexpectedly high production levels.26
New facilities were never created as fast as Ordnance officers thought they should be. Of twenty-three new loading plants built in the 1940-42 period, the average time required for construction was nine months.27 A constant source of delay was the interval between the time the need for new capacity was foreseen and the time funds became available. After that, approval by higher authorities of both sites and projects was often slow in coming, for it demanded coordination with The Quartermaster General, the Judge Advocate General, the Site Board appointed by the Assistant Secretary of War, the National Defense Advisory Commission, the Bureau of the Budget, and the President himself. Aggressive action was necessary to push urgent projects through this labyrinth of offices in anything like reasonable time. The division of authority between Ordnance and the QMC on construction came in for particularly vehement criticism by Ordnance officers.28
The Operating Contractors
To meet the 1940 emergency Ordnance adopted the policy of placing contracts for operation of new TNT and smokeless powder plants with established explosives manufacturers, chiefly the DuPont, Atlas, Hercules, and Trojan companies. Their staffs were “stretched to the breaking point” to man the new plants.29 For auxiliary chemicals such as anhydrous ammonia, toluene, oleum, and ammonium picrate, contracts were made with industrial chemical firms and with oil refining companies. To operate the loading plants it was necessary to bring in companies
with no previous experience in handling explosives or related chemicals. The Quaker Oats Company took over management of a bomb-loading plant in Nebraska; the Sherwin-Williams Paint Company operated a shell and bomb-loading plant in Illinois; and the Procter and Gamble Soap Company operated the Wolf Creek Ordnance Plant in Tennessee for loading shells.30 Todd and Brown, Inc., which had helped build Rockefeller Center in New York and had directed the colonial restoration of Williamsburg, built and operated the Kingsbury Ordnance Plant. In selecting such contractors the Ordnance Department did not attach any great importance to the nature of their peacetime functions, but gave first consideration to their managerial ability, reputation for efficient operation, integrity, and financial stability. The idea was that such firms knew the fundamentals of mass production and good business management, had competent plant managers on their staff, and could soon learn all they needed to know about the special problems of loading shells and bombs.31 “One of the lessons Ordnance learned in the Second World War,” wrote General Campbell, “was that any up-to-date, alert manufacturing company with a strong executive, engineering, and operating staff could take an ammunition plant and operate it effectively, even though the plant was of a character entirely foreign to the previous activity of the company.”32
With all of these companies, known as “agent operators,” Ordnance signed cost-plus-fixed-fee (CPFF) contracts with rather liberal provisions. Each company was reimbursed at regular intervals for approved expenses in operating the plant, and in addition was paid a fee based on the number or rounds of ammunition or pounds of explosive produced. Under this arrangement the contractors ran no risk of failing to make a profit. To protect the government’s interest, teams of auditors at each plant checked the company’s accounts and approved or disallowed every item of expense in accordance with policies established in Washington. As the CPFF contract had never before been used by the Army on such a scale, it raised many knotty legal and fiscal problems for both government and contractor. There was some criticism that the fees allowed the contractors were excessive, but the Ordnance contracts for plant operation encountered little of the public criticism directed against the CPFF construction contracts.33
Metal Components
While new powder, explosives, and loading plants were being built and put into operation the Ammunition Division also launched a tremendous program for procurement of the metal components of ammunition. The magnitude of this phase of ammunition procurement is indicated by the fact that in the single year 1943 it used four million tons of steel, second only to the tank-automotive program, which ate
up seven million tons of steel. Procurement of metal components was not only a big but also a highly complex operation, requiring the coordination of literally hundreds of widely scattered producers. For each type of ammunition, cartridge cases might be procured from one source and shell forgings from another, while a third source machined shells, and still other firms produced primers, fuses, adapters, and boosters. Contracts were negotiated and administered by the arsenals and district offices with delivery direct to loading plants. Generally speaking, the prewar planning by the districts for procurement of metal components was not adequate and was thrown overboard when war came.34
Production of all components had to be carefully planned in advance, and then schedules had to be adjusted from month to month to meet changes in over-all requirements. All items had to conform exactly to specifications so the products of many separate plants could be speedily assembled on a mass-production basis. Because of the great variety of shell sizes and types, constant efforts were made to reduce the number of components and to adapt each part to fit different types of shell. This resulted in a great number of interchangeable parts that helped to simplify procurement but required close central control of production scheduling. Although the Ammunition Division procured several hundred different small parts for all kinds of ammunition, the story of procurement of metal components may be told in broad outline under four headings—shot and shell, cartridge cases, bomb bodies, and fuses.35
Shot and Shell
In the literal meaning of the term, an artillery shell is a shell, i.e., it is not solid but hollow. This distinguishes it from shot, which is solid (or has only a small cavity) and is most widely used in the smaller sizes for penetrating armor plate. Most World War II shells, and a large proportion of bombs, contained a high explosive such as TNT or RDX and achieved their effect either by blast or by scattering steel fragments. Driven from gun barrels at supersonic speed, shot and shell carried death and destruction directly to the enemy. They formed, in the words of General Harris, “the fist of our fighting forces.”
There were two main processes involved in shell production—forging and machining—and at the outset separate contracts were made for each. The importance of these two processes had been recognized by Ordnance procurement officers for many years before World War II and both had been included in the educational orders program of 1939. Forging of the 75-mm. high-explosive shell was one of the six production processes on the first educational orders list, and machining of the same shell was added a short time later. In the late 1930s Frankford Arsenal established a modern shell-machining pilot line capable of making three thousand 75-mm. shells per 8-hour day with only forty-one machine operators. During the emergency period it was available as a model for private industry. But in spite of all these efforts, shell producers ran into a lot of trouble in getting quantity production in 1940 and 1941.36
Only one government-owned facility, the Gadsden Ordnance Plant, was built to produce shells. All other production came from privately owned plants. Operations at Gadsden, where both forging and machining of 05-mm. shells took place, were fairly typical of the process of shell manufacture, and may be cited to illustrate the techniques employed. After the plant received a shipment of ,000-pound steel billets from steel mills, the billets were nicked and broken into slugs on a hydraulic press. These slugs, each about the size and shape of a loaf of bread, were then heated, run through a roller, and placed upright in a die pot. Powerful presses then performed piercing and drawing operations that formed the deep cavity for holding the high explosive. After further shaping and cleaning, the rough forging went to the machine shop where it was finished on a variety of lathes and grinders, and heat treated in hardening furnaces.37
Most manufacturers, when shown an artillery shell and asked if they could make it, promptly answered, “Of course.” A shell appeared to be a comparatively simple object, but making thousands of them to exact measurement proved far harder than it at first appeared.38 A shell had to meet exacting specifications, particularly on outside measurements, over-all weight, and uniformity of wall thickness. These specifications were not needlessly precise, as some harried producers were inclined to think, but were the products of long years of experimental production and test firing. Slight variations in wall thickness, for example, appeared trivial to the manufacturer, but Ordnance ammunition men knew that they would throw the shell off balance and shorten its range.39 Ordnance engineers responsible for the performance of ammunition were reluctant to approve any deviations from tried and proved specifications, for they could not be sure, without prolonged tests, what effect such deviations might have. And if an engineering change were authorized for one contractor it had to be authorized for all, with the corollary need to revise all contracts pertaining to the item.40 “We are not going to abrogate inspection drawings or specification requirements for quality,” General Campbell told the District chiefs in the spring of 1943. “I don’t care if he is Judas Priest himself he is not going to get it because we saw some of that in
the last war. Once you lose control of drawings, God help the Ordnance Department.”41
The history of the Pittsburgh District, largest steel-producing area in the nation, reveals some of the difficulties in shell procurement. Small-scale production began early in 1940 when educational orders for forging 75-mm. shells were placed with the Pressed Steel Car Company and the Pittsburgh Forgings Company. A short time later another educational order, for forging the 81-mm. shell, was awarded the Dresser Manufacturing Company of Bradford, producer of oil well equipment. In June 1940 an educational order for the 1 05-mm. shell was placed with the Pullman-Standard Car Manufacturing Company, and was soon followed by a production contract. At the same time, a $34 million contract was awarded the National Tube Company for forging a wide variety of shell sizes, from 75-mm. through 155-mm. In peacetime the manufacturer of seamless steel tubing and pressure cylinders, National Tube served in war both as a shell forger and as a laboratory for developing new production methods. National Tube and Pullman-Standard also signed contracts during the defense period for shell machining, as did the Armstrong Cork Company. But there were not many contracts of this kind because the Pittsburgh area was not well supplied with firms capable of machining shells to close tolerances.42
An analysis of fourteen contracts for forging artillery shells in the Pittsburgh district shows that they averaged a little over four months in coming into production. Even then, contractors encountered repeated difficulties in getting quality production. The rate of rejection by inspectors was so high that Ordnance was forced to widen certain tolerances and relax some of its inspection requirements.43 This step did not lower the quality of finished shells but simply placed a greater burden on the firms that machined the shells to final dimensions. The record on shell machining is more difficult to measure, for machining could not begin until forgings were available. Pullman-Standard’s educational order for machining 105-mm. shells did not get into production until August 1941, almost a year after the award. The delay resulted chiefly from difficulties the company had with its order for forging the same shell. In July 1941, when the company took a production contract for forging and machining the 105-mm. shell, it profited from the earlier experience and completed the job three months ahead of schedule.
Probably the most important improvement in shell-forging technique adopted by American industry during the war was a method for more exact forging of the interior of a shell. Adoption of this improved technique for piercing and drawing enabled the Pullman-Standard Company, which used it effectively, to produce 155-mm. shells from billets weighing only 126 pounds instead of the standard 150 pounds. The new process not only saved steel but, what was even more important, it also cut down on the man-hours and machine time needed to finish the shell.44
Beginning in midsummer 1942 with the 155-mm. shell, Ordnance canceled all its
contracts for shell forgings and inaugurated a new procedure for ammunition procurement. Originally the Department had made separate contracts, usually with different companies, for forging and machining shells, and had assumed responsibility for delivering forgings to the machiners as required. This arrangement enabled the Ammunition Division to keep close control over forging operations during the early phase when the forgers encountered many difficulties in meeting specifications. After these difficulties were surmounted Ordnance told the companies holding contracts for machining that it would no longer supply them with forgings but would expect them to buy directly from the forging companies. One advantage of this move for Ordnance was that it freed the Department of a rather demanding job and thus simplified its procurement process. The new procedure was welcomed by industry because it left more room for the free play of normal business forces. As shell forgings varied slightly in outside dimensions, depending on the technique and skill of the producer, and thus required different amounts of machining, the forgers and machiners could now work out between themselves whatever adjustments were required on each order.45
During the early months of 1942 the production of shells used such a high percentage of steel output that measures had to be taken to relieve the situation. Ordnance revised the prevailing specification of steel with a high manganese content to permit use of lower grade steel and more scrap metal. But use of this steel required heat treating by the shell machiners to retain the desired physical properties. Every shell-machining plant had therefore to install hardening furnaces, oil quench systems, and draw furnaces. There were, of course, other factors to be considered in this move. Manganese steel had been specified originally because of its free-machining quality, but in 1941 metallurgists became alarmed at the prospect of polluting the nation’s steel scrap pile with sulfur from the manganese steel.46
Producers of shot encountered many of the same problems as did the shell manufacturers. When contracts for shot were let in large volume, few producers had sufficient machines to get into production. Lack of centerless grinders, which were not extensively used in peacetime industry, presented the most serious problem and blocked many contractors from starting production. Next in importance was the great need for heat-treating equipment, and, for the smaller shot, automatic screw machines. Stepped up production schedules posed problems with cutting tools as “round-the-clock” operation of machines at higher-than-normal speeds reduced the life of all tools. Use of carbide-tipped tools proved helpful as did liberal use of coolants.47
One of the most striking contrasts between procurement plans and actual output in 1941 and 1942 appears in records of 75-mm. and 105-mm. shell production in the Pittsburgh district. Before 1940, when the 75-mm. gun was the main weapon of the Field Artillery, its ammunition topped the requirements list with nearly five million scheduled for the Pittsburgh district in the first year of war. In comparison, only 598,000 shells for the
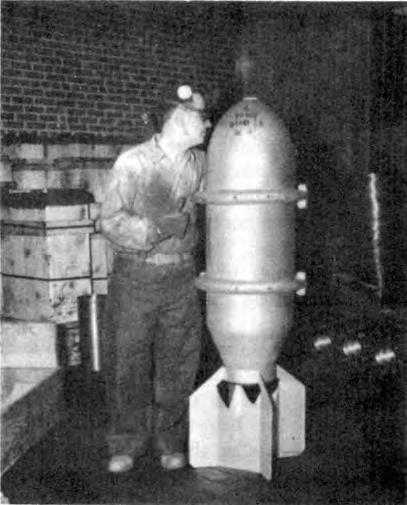
A 500-pound demolition bomb ready for shipment to a loading plant to be filled with high explosives. (Fins are attached for photographic purposes.)
105-mm. gun were scheduled. Actual production in 1942 reversed this proportion, with only about one million of the smaller shell and nearly five million of the larger type accepted. In spite of these variations in specific items, total planned production for the first year of war was quite close to total actual production.48
Artillery Cartridge Cases
Unlike shot and shell, which were generally made of steel, cartridge cases were normally made of brass. These cases not only contained the propellant charge, usually smokeless powder, but also held the percussion primer and gripped the base of the projectile. They expanded when the gun was fired to form a tight-fitting valve that helped prevent escape of gases to the rear, and then instantly contracted to permit easy extraction from the breech. Like shells, brass cases, which resembled big tin cans, looked easy to make. They were certainly easier to make than fuses, but their manufacture was not without its problems. It required special machinery and full knowledge of time-tested procedures for which Frankford Arsenal served as the development center. Although many other techniques had been tried over the years, the only successful method was deep drawing the entire case from a single disc.49
In the fall of 1940 the Bridgeport Brass Company surveyed existing brass-making capacity in terms of planned production for military use and reported that more plants were urgently needed. Early in 1941 the War Department approved an Ordnance proposal to build a new government-owned brass plant in the Midwest to be operated by the Bridgeport Brass Company of Bridgeport, Connecticut. Designed to turn out twenty million pounds of brass strip per month, and also fabricate light and medium cartridge cases, the new plant was built at Indianapolis and was formally opened on 15 May 1942.
Just as the production of brass cases was moving into high gear in the closing

A 22,000-pound semi-armor-piercing bomb compared with a 2,000-pound one produced by the A. 0. Smith Corporation, Milwaukee, Wis.
months of 1941, a severe shortage of copper and its alloys developed. Sea transport was not available to bring in copper from Chile. The demands of the Maritime Commission and the Navy for copper were huge, and there was no apparent substitute for the copper needed in ocean-going vessels. Ordnance was therefore faced with the problem of substituting some other metal for brass in ammunition if production schedules were to be met. The choice fell upon steel, and the widespread efforts to make acceptable steel cases dominated the scene for the next two years. As the manufacture of steel cases has been described in detail in the preceding volume, we need mention only at this point that the results were never altogether satisfactory. The progress was an industrial miracle, General Hayes once observed, but “not a big enough miracle. It has to be a more resplendent miracle.”50 The ambitious goals set for the steel-case project early in 1942 were not attained, and the project became, in the words of one high-ranking officer, “a pain in the neck.”51 Solution of the steel-case problem had to await a renewed attack, in which Army and Navy cooperated, in the postwar years.52
Bombs
The sharply rising curve of bomb procurement in 1942 represented the biggest single increase in ammunition production during World War II. After a sudden drop in the summer of 1943 it rose again in 1944 and resulted in the total production of something over thirty-three million bombs and bomb clusters. The bombs ranged in size from 4-pound “Butterflies,” usually dropped in clusters, to 4,000-pound block busters.53 Ordnance procured a few 10,000-pound bombs for test by the AAF, but they were not used in combat. Small quantities of 12,000-pound “Tall Boy” bombs and 22,000-pound “Grand Slam” bombs were produced in the United
States for the British, but the bulk of American production was in the smaller sizes with the 500-pound bomb accounting for nearly half of all general-purpose bombs produced in the United States. Through the medium of the bombing plane, this production contributed in a spectacular way to weakening the enemy on the battlefield and on the home front.54
Before 1940 there had been very little production of bombs in the United States. Aside from some work on small fragmentation bombs at Frankford, no Ordnance arsenal had produced bombs. The educational orders for bombs in 1939 were too small to be of much value, and it was not until the emergency had arrived that production problems were tackled in earnest. Even then, progress was hindered somewhat by uncertainty as to the most desirable types and sizes. Sharp differences- of opinion developed as to the relative merits of high-explosive bombs with great blasting effect and fragmentation bombs that filled the air with flying particles of steel.55 Policy on this and other matters for all the services was determined by a subcommittee of the Joint Aircraft Committee. Ordnance handled the biggest share of bomb procurement, the Chemical Warfare Service filled chemical bombs, and the Navy procured depth bombs for attacking submarines and armor-piercing bombs for use against ships with thick deck armor.
Specifications for bombs to be dropped from airplanes were less exacting than for shells to be fired from guns, but they nevertheless caused some manufacturing difficulties. The old method of bomb production was to start with a solid steel billet, machine it down the outside, gouge out the inside, and then fill it with TNT or amatol. “They were pretty good bombs,” wrote one contemporary observer, “but they cost too much, took too much machine work and time. ...”56 The answer was to use short lengths of thick-walled, large-diameter tube or pipe of the type used by the oil industry in peacetime. One end of the pipe was put into a furnace, brought to a white heat, and then forced into proper shape for the tail. The nose was formed in the same fashion, and was then cut and threaded to receive the fuse. After sandblasting to remove all scale, and heat treating to harden the steel, the bombs were ready to be painted and inspected before shipment to loading plants.
Ordnance did not prescribe the method of fabrication to be followed by bomb producers, but permitted each company to work out the method best suited to its equipment and past experience. Shops that had produced steel bottles in peacetime by spinning used the same process to produce bombs; hammer shops used the swaging method; and in factories where wobbling dies had been used to form flanges on pipes the same type of die was used to make bombs.57 The largest bombs were made of rolled plate because there was no seamless
tube made of sufficiently large diameter. Armor-piercing bombs were generally made from billets by the pierce-and-draw method. General-purpose and semi-armor-piercing bombs were made from welded or seamless tubes.58
Bomb production suffered from changes in requirements more than did any other aspect of the ammunition program. At the beginning of the war, requirements for demolition bombs were based on airplane production schedules and the estimated number of sorties per airplane. Production facilities were contracted for on this basis. But a year or so of experience demonstrated that these figures were far too high because planes did not fly immediately from factory to combat theater. Some were held in this country for training, and a large proportion of all planes produced was needed to fill the supply pipelines. A drastic cutback in bomb procurement was therefore ordered in April 1943.59 So great was the reduction of bomb requirements for 194344 that General Somervell wrote to General Henry H. Arnold that the effect of this reduction on established production lines would be “tremendous” and would cause cancellation of contracts at sixteen metalworking plants, the complete shutdown of one ammonia plant, and elimination of thirty-five TNT lines.60 The machines and facilities released in the spring of 1943 could not be held in cold storage for the future because they were badly needed in other programs. In 1944, when bombs requirements mounted and production was resumed, lines had to be set up all over again. According to one estimate, it took seven months to reach 75 percent production on bomb bodies, and at least nine months for full production. “Requirements varied to such an extent,” wrote one observer, “that nothing but the patriotism of the manufacturers kept them cooperating.”61
Fuses
Of all the metal components of ammunition, fuses were by far the most difficult to manufacture and use, and were sometimes compared to the Army mule as “ornery but necessary.” Not only were they complicated mechanisms but they had to meet the most exacting standards of performance. The mechanical time fuse used on 75-mm. field artillery and 3-inch antiaircraft shells, for example, consisted of 106 parts, many of which had tolerances of less than one thousandth of an inch!62 All the time and money spent on manufacturing a round of ammunition and all the effort expended by combat troops in getting it into position for firing were completely wasted if the fuse failed to function properly. For this reason, Ordnance had spent a portion of its limited research funds on fuses during the interwar years, and on making plans for their manufacture. Plans of this nature were particularly
important because, with more than 150 types of fuses required, the need to establish a system of common contours and weights was imperative. Minor variations in the contours and weights of point-detonating fuses would affect the ballistics of the projectile and would require readjustment of the weapon when changing from one type of fuse to another.63
Picatinny had been the center of this work for many years before 1940, and in the late 1930s Frankford installed modern machinery for small-scale production of primers and mechanical time fuses. When war production orders were placed, practically every fuse manufacturer received drawings from Picatinny or Frankford of the required tools, jigs, and fixtures. Fuse contractors sent their production men to Picatinny for training in arsenal methods. Specialists from Picatinny visited most of the commercial plants to assist them in setting up equipment and starting production. There was a remarkably fruitful interchange of information and ideas between industry and Ordnance, resulting in early production by industry and a constant stream of new fuse-making machines and improved production methods. For point-detonating fuses some of the early contracts went to companies that normally produced electrical equipment, automobile accessories, fountain pens, pressure cookers, gasoline engines, and sewing machines. The earliest contracts for mechanical time fuses, containing clockwork mechanisms, went to established watch and clock manufacturers. To speed delivery, all these firms set up temporary production lines with secondary equipment that bridged the gap until new machines arrived. Use of such equipment, including single-spindle drill presses and hand milling machines, intensified the problem of meeting the exacting tolerances required by Ordnance.64
Because mechanical time fuses were among the most troublesome items in the ammunition program, their manufacture demanded some means of systematic cooperation among contractors. In the spring of 1942, when huge new requirements for the mechanical time fuse M43 were announced, General Campbell and a successful fuse contractor, Mr. Roy T. Hurley of the Bendix Aviation Corporation, set out to form an industry integration committee for this purpose. At the end of April they called a meeting of representatives from the six companies holding contracts for the M43 fuse, plus Frankford Arsenal, to discuss ways of sharing the experience of the four firms that were already in production with the two that were just getting started.65 Within four months the newly formed M43 Mechanical Time Fuse Committee not only increased production by about 100 percent but also introduced improved manufacturing techniques that greatly reduced the cost of the fuse.66
As noted in Chapter 3, Ordnance had formed many engineering and research
advisory committees in 1941 to help with design and production problems, but it was not until formation of the M43 fuse committee (and nearly simultaneous formation of the carbine committee) that cooperation between contractors came to cover nearly every aspect of production. “In the integration of the mechanical time fuse industry,” General Campbell wrote to Frankford Arsenal and the six fuse contractors in April 1942, “parts, material, engineering information, production information, tools, equipment, and, in fact, all elements—both material and personnel—will be placed by the chairman of the committee at the disposition of any and all manufacturers in the mechanical time fuse industry without let or hindrance.”67 Described as “the cross-weave in the fabric of America’s wartime Ordnance production program,” these committees brought together representatives of firms that were business competitors in time of peace and enabled them freely to share their knowledge and skills in the interests of national defense. At committee meetings these representatives exchanged new production ideas and arranged for the transfer from one company to another of scarce materials, badly needed machine tools, or even skilled workmen and production engineers. The companies were assured in 1942, as their predecessors had been in 1941, by a letter from the Attorney General that their committee action would not be regarded as violations of the antitrust laws. Each integration committee was headed by an Ordnance officer, usually the chief of the branch having jurisdiction, with the title of chairman. It also included another Ordnance officer as deputy chairman, an industrial member as assistant chairman, and an Ordnance officer on duty at the plant where the committee had its headquarters. By June 1943 there were 131 such committees in existence, 75 of them dealing with ammunition (both small arms and artillery).68
The most remarkable new type of fuse developed during World War II was the VT69 or proximity fuse containing a miniature radio transmitting and receiving oscillator that caused the shell to detonate when it came within a certain range of its target. Not only was development of VT69 fuses one of the top-ranking scientific achievements of the war; its mass production was a triumph of production engineering. “Never, perhaps, in the history of assembly-line methods,” wrote the author of Scientists Against Time, “have the standards of performance been more difficult to meet.”70 Procurement of VT fuses
was a cooperative enterprise in which Ordnance was but one of many partners.
As the Navy Bureau of Ordnance, with NDRC, had taken an early interest in the use of VT fuses with antiaircraft guns, while Army Ordnance and the National Bureau of Standards concentrated their first attention on fuses for bombs, rockets, and mortars, a broad division of responsibility for procurement was made between the two services in March 1942. The Navy was to procure the rotating type, used chiefly with rifled-bore artillery, and the Army was to procure the nonrotating type used on bombs, rockets, and mortar shell. Because the delicate electronic elements of the fuse fell naturally within the Signal Corps field, procurement of those parts was assigned to the Signal Corps which supplied the parts to Ordnance for final assembly. As it eventually turned out, most of the Navy-procured fuses were used by the Army, and most of the Army-procured fuses went to the Navy. But the cooperation between the two services proved so effective that the division of labor was continued throughout the war and into the postwar years. The less satisfactory arrangement with the Signal Corps was terminated in 1944 after production got under way and Ordnance assumed full responsibility for parts procurement.71
Manufacture of the battery-powered fuses (both radio and photoelectric) was started in the latter part of 1942 by Westinghouse Electric and Manufacturing Company, Philco Radio and Television Corporation, General Electric Company, Emerson Radio and Phonograph Corporation, Julien P. Friez and Sons, Western Electric Company, and Rudolph Wurlitzer Company. Production of this type totaled 780,000. Approximately a million bomb fuses of a later generator-powered type were produced by Westinghouse, Emerson, Philco, General Electric, and Zenith Radio Corporation.72
By the summer of 1943 sufficient experience had been gained with VT fuses for large projectiles to suggest that development of much smaller fuses for trench mortars was possible, and in November 1943 the Office of Scientific Research and Development (OSRD) was requested to undertake the job. By the winter of 194445 interest began to grow in the possibility of getting VT mortar fuses into large-scale production before the war ended. In March 1945, Dr. Vannevar Bush of OSRD wrote that the project could be carried through successfully only if the Army put the full weight of its influence on the scale. Within two weeks a meeting of OSRD and Ordnance representatives was held to discuss the goal of 400,000 fuses per month by January 1946. By the end of July the design was complete and tooling for large-scale production had started, but the project was canceled when the war ended the following month.73